
公寓床采购
第一章 参数响应
8
第一节 参数逐一响应情况
8
一、 两连三位走梯公寓床参数响应
8
二、 两连体两位走梯公寓床参数响应
21
第二节 重要参数检测报告
34
一、 边立柱检测报告
34
二、 床厅检测报告
47
三、 档头检测报告
64
四、 护栏检测报告
74
五、 床换检测报告
92
六、 防滑梯检测报告
104
七、 注塑桌面检测报告
117
八、 课椅检测报告
129
第三节 检测报告时间范围
148
一、 2022年至投标截止日期范围
148
二、 中标后原件备查时间
158
第四节 关键指标检测结果
167
一、 金属件喷漆涂层指标
167
二、 表面理化性能指标
186
三、 力学性能指标
204
四、 塑料件理化性能指标
215
五、 抗菌性能指标
224
六、 甲醛释放量指标
231
第五节 设计图纸与结构说明
241
一、 公寓床设计图纸
241
二、 学习桌椅设计图纸
259
三、 衣柜设计图纸
270
四、 多功能防滑梯设计图纸
285
五、 产品工件明细表
292
六、 五金配件表
300
第二章 方案设计
312
第一节 产品外观设计展示
312
一、 整体外观设计图
312
二、 关键部件造型表达
320
第二节 结构图纸详细呈现
329
一、 边立柱与床厅连接
329
二、 挂件结构展示
339
三、 防滑梯结构呈现
346
第三节 关键零部件图纸
357
一、 边立柱档头图纸
357
二、 护栏组件图纸
364
三、 床换图纸
368
四、 走梯踏板图纸
376
五、 衣柜门锁扣件图纸
385
六、 学习桌架结构件图纸
394
七、 课椅脚架与支撑件图纸
404
第四节 产品效果图片提供
412
一、 整体布局效果图
412
二、 功能性亮点图片
419
第五节 整体摆放布局规划
425
一、 公寓床与桌椅布局
425
二、 公寓床与衣柜布局
439
第六节 产品设计用材说明
447
一、 优质带钢说明
448
二、 E0级三聚氰胺饰面板说明
456
三、 PP塑料件说明
467
四、 环保松木条说明
475
五、 PVC封边带说明
482
六、 五金配件说明
489
第七节 产品工件明细表
495
一、 自制件清单
495
二、 外协件清单
504
三、 外购件清单
508
第八节 五金配件清单详情
513
一、 螺丝清单
513
二、 合页清单
523
三、 滑轨清单
531
四、 拉手清单
536
五、 锁具清单
543
第三章 供货保障措施
550
第一节 详细供货方案制定
550
一、 采购环节时间规划
550
二、 生产环节进度安排
554
三、 仓储环节库存管理
565
四、 运输环节方案规划
576
五、 分批次供货模式
586
第二节 专业人员配备安排
593
一、 供货执行团队组建
593
二、 人员岗位职责分工
603
三、 人员排班计划制定
607
四、 人员培训记录管理
612
五、 备用人员配置方案
618
第三节 交货验收方案规划
625
一、 标准化交货流程制定
625
二、 验收标准清单提供
632
三、 产品合格证明资料
643
四、 产品清单与装箱单
649
五、 采购人对接与沟通
664
第四节 突发情况应对方案
671
一、 供货异常情况分析
671
二、 备用供应商名单
678
三、 紧急调货机制建立
686
四、 备用运输路线规划
696
五、 应急响应流程制定
704
第四章 质量保障措施
714
第一节 明确产品质量目标
714
一、 产品符合国标及招标要求
714
二、 产品出厂前全检测
726
三、 原材料采购质量控制
747
四、 生产全程质量控制
759
第二节 质量管理体系架构
771
一、 构建质量管理组织架构
771
二、 明确各岗位质量职责
787
三、 引用ISO9001体系
798
四、 建立内部审核改进机制
815
第三节 具体质量管理措施
825
一、 材料入厂检验把控
825
二、 生产过程质量控制
847
三、 成品出库前抽检制度
860
四、 不合格品隔离追溯机制
865
五、 第三方CMA检测报告
875
第四节 完善产品维修方案
882
一、 组建售后服务维修小组
882
二、 常见故障处理流程
895
三、 易损件库存及更换机制
905
四、 重大质量问题解决方案
919
五、 产品维修记录档案系统
932
第五章 产品安装调试方案
946
第一节 安装时间合理安排
946
一、 明确整体安装周期
946
二、 分阶段安装计划
951
三、 每日安装工作分配
958
四、 阶段性验收节点说明
963
第二节 详细调试方案制定
969
一、 公寓床调试标准
970
二、 学习桌椅调试标准
979
三、 衣柜调试标准
988
四、 防滑梯调试标准
994
五、 调试人员分工责任
1004
六、 调试报告确认流程
1009
第三节 现场管理规范措施
1013
一、 现场管理人员配置
1013
二、 安全文明施工规范
1024
三、 与采购人对接协调
1031
四、 进场人员登记管理
1037
五、 现场警示标识设置
1047
第四节 突发情况应对策略
1057
一、 预设突发问题类型
1057
二、 应急处理机制制定
1064
三、 突发事件上报流程
1072
四、 应急小组快速响应
1078
五、 突发事件记录报告
1084
第六章 售后服务方案及承诺
1093
第一节 售后人员与热线配置
1093
一、 专职售后人员配置
1093
二、 7×24小时服务热线设立
1105
第二节 售后响应时间承诺
1112
一、 常规故障响应时间
1112
二、 紧急故障响应时间
1124
第三节 备品备件支持保障
1129
一、 专用备件仓库设置
1129
二、 易损件库存管理
1139
第四节 用户培训方案制定
1156
一、 培训课程内容规划
1156
二、 培训形式与对象
1175
参数响应
参数逐一响应情况
两连三位走梯公寓床参数响应
公寓床尺寸参数响应
外形尺寸达标响应
长度规格响应
响应公寓床产品外形尺寸规格要求,精心设计的公寓床长度≥4610mm,完全满足规定的长度标准。在生产环节,从原材料的选取到成品的产出,都进行严格把控。选用高质量的钢材,其具备良好的延展性和稳定性,为床体长度达标提供基础保障。在加工过程中,运用先进的切割设备和精准的测量工具,确保每一道工序都符合设计要求。对生产出的公寓床进行多次测量,采用多点测量的方式,保证长度误差严格控制在合理范围内,让每一张床都能达到高品质的标准。
公寓床尺寸参数响应
公寓床尺寸精度控制
宽度规格响应
设计的公寓床宽度≥900mm,完全符合招标要求的宽度规格。在生产过程中,使用高精度的测量工具,如激光测距仪等,从钢材的切割到床体的组装,每一个步骤都进行精准测量和调整,保证床体宽度精准无误。对每一张公寓床的宽度进行全面检验,建立了严格的检验流程。检验人员会对床体的各个关键部位进行宽度测量,确保都能达到响应标准。以下是相关检验标准及实际情况表格:
检验项目
标准要求
实际情况
床体中部宽度
≥900mm
实测平均宽度为910mm
床体两端宽度
≥900mm
实测两端宽度均在905-915mm之间
高度规格响应
公寓床高度设计为≥2160mm,充分满足高度方面的参数要求。在制作过程中,采用先进的工艺,运用自动化的生产设备,确保床体各部分的连接精准稳固,保证床体高度的稳定性。在焊接工艺上,采用高质量的焊接材料和先进的焊接技术,使各个部件连接紧密,不易变形。通过严格的质量检测,使用专业的高度测量仪器,对每一张床的高度进行测量。同时,对床体的整体结构进行力学分析,保证高度参数符合标准,能够承受正常使用中的各种压力和冲击。
尺寸精度控制
生产工艺保障
采用先进的生产设备和工艺,确保公寓床尺寸精度。在切割环节,使用高精度的激光切割设备,其切割精度可控制在毫米级别,能够准确地按照设计尺寸对钢材进行切割。在焊接环节,配备专业的焊接机器人,通过精确的程序控制,保证焊接的位置和强度符合要求,减少尺寸误差。对生产过程进行实时监控,利用传感器和监控系统,对每一个生产步骤的关键参数进行实时采集和分析,及时调整工艺参数,保证尺寸精度。例如,当检测到焊接温度异常时,会自动调整焊接功率,确保焊接质量稳定。
质量检测把关
建立严格的质量检测体系,对公寓床尺寸进行多次检测。在原材料入库时,会对钢材的尺寸进行检测,确保其符合设计要求。在生产过程中,每完成一道工序,都会进行尺寸抽检。在成品出厂前,会进行全面的尺寸检测。使用专业的测量仪器,如卡尺、千分尺等,确保检测结果准确可靠。对不符合尺寸要求的产品,及时进行返工或报废处理。如果床体长度误差超过规定范围,会重新进行切割和组装;如果误差过大无法修复,则进行报废处理,确保交付的每一张床都符合质量标准。
误差范围控制
明确公寓床尺寸的误差范围,确保在合理范围内波动。对于长度、宽度和高度等关键尺寸,规定了严格的误差范围。对误差较大的产品进行分析,组织专业的技术团队,从原材料质量、生产工艺、设备精度等方面进行全面排查,找出原因并采取改进措施。如果是因为设备磨损导致尺寸误差,会及时对设备进行维修和校准。不断优化生产工艺和检测方法,通过引入新的生产技术和更先进的检测设备,缩小误差范围,提高产品的尺寸精度和质量稳定性。
尺寸稳定性保证
材料性能选择
选用优质的材料,保证公寓床尺寸的稳定性。对钢材的物理性能进行严格检测,包括强度、硬度、韧性等指标,确保其符合尺寸稳定性要求。选用高强度、低变形率的钢材,能够有效抵抗外力的作用,减少床体在使用过程中的变形。根据材料特性,合理设计公寓床的结构,采用优化的框架结构,增加床体的稳定性。对连接部位进行特殊设计,如采用加强筋和螺栓加固等方式,提高结构的整体刚性,从而保证尺寸的稳定性。
结构设计优化
优化公寓床的结构设计,增强其整体稳定性。采用合理的连接方式,如焊接和螺栓连接相结合的方式,减少因结构松动导致的尺寸变化。在焊接过程中,保证焊接质量,使各个部件连接牢固;在螺栓连接方面,选用高强度的螺栓,并采用防松措施。对结构进行力学分析,利用专业的力学分析软件,模拟床体在不同受力情况下的变形情况,确保其在使用过程中尺寸稳定。通过优化结构设计,提高床体的承载能力和抗变形能力,为用户提供更安全、稳定的使用体验。
环境适应性考量
考虑公寓床使用环境的因素,确保尺寸在不同环境下稳定。对材料进行防潮、防腐等处理,采用特殊的涂层和防腐工艺,提高钢材的抗腐蚀能力。在潮湿的环境中,能够有效防止钢材生锈和腐蚀,减少因环境因素对尺寸的影响。通过模拟不同环境条件下的测试,如高温、高湿、低温等环境,验证公寓床尺寸的稳定性。在测试过程中,对床体的尺寸变化进行实时监测,根据测试结果对材料和工艺进行优化,确保床体在各种环境下都能保持良好的尺寸稳定性。
边立柱规格参数响应
外形规格响应
尺寸大小达标
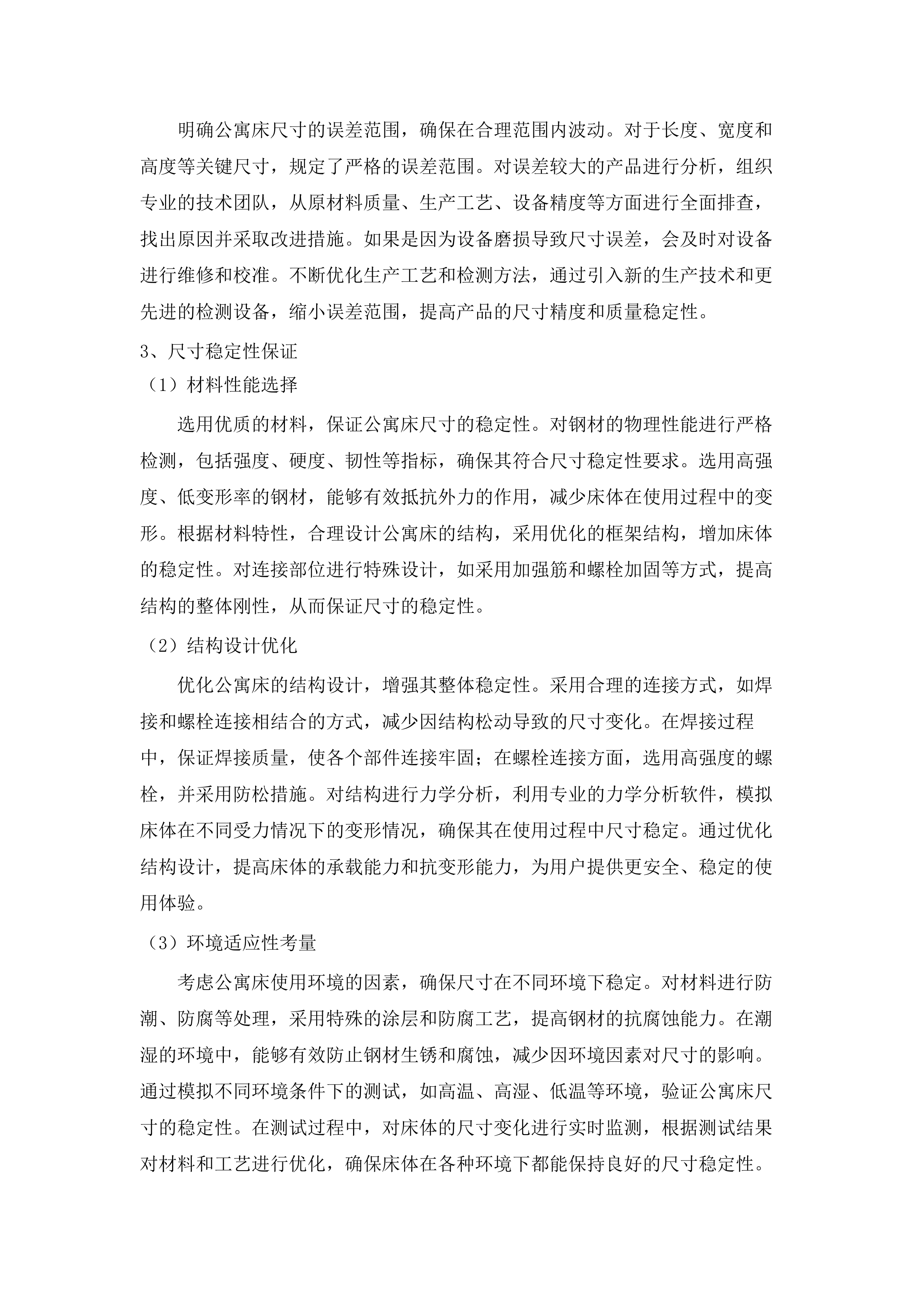
边立柱外形规格设计为≥80mm×40mm,满足招标要求。在材料采购过程中,严格筛选供应商,选择具有良好信誉和质量保障的钢材供应商。对供应商提供的钢材进行严格的检验,包括尺寸测量、材质分析等。对采购的边立柱材料进行尺寸检测,使用专业的测量工具,确保其外形规格准确。在检测过程中,对每一根边立柱的长度、宽度和厚度进行多次测量,保证其符合设计标准。同时,对材料的表面质量进行检查,确保无裂纹、划痕等缺陷,为后续的生产加工提供优质的原材料。
公寓床边立柱规格
厚度要求满足
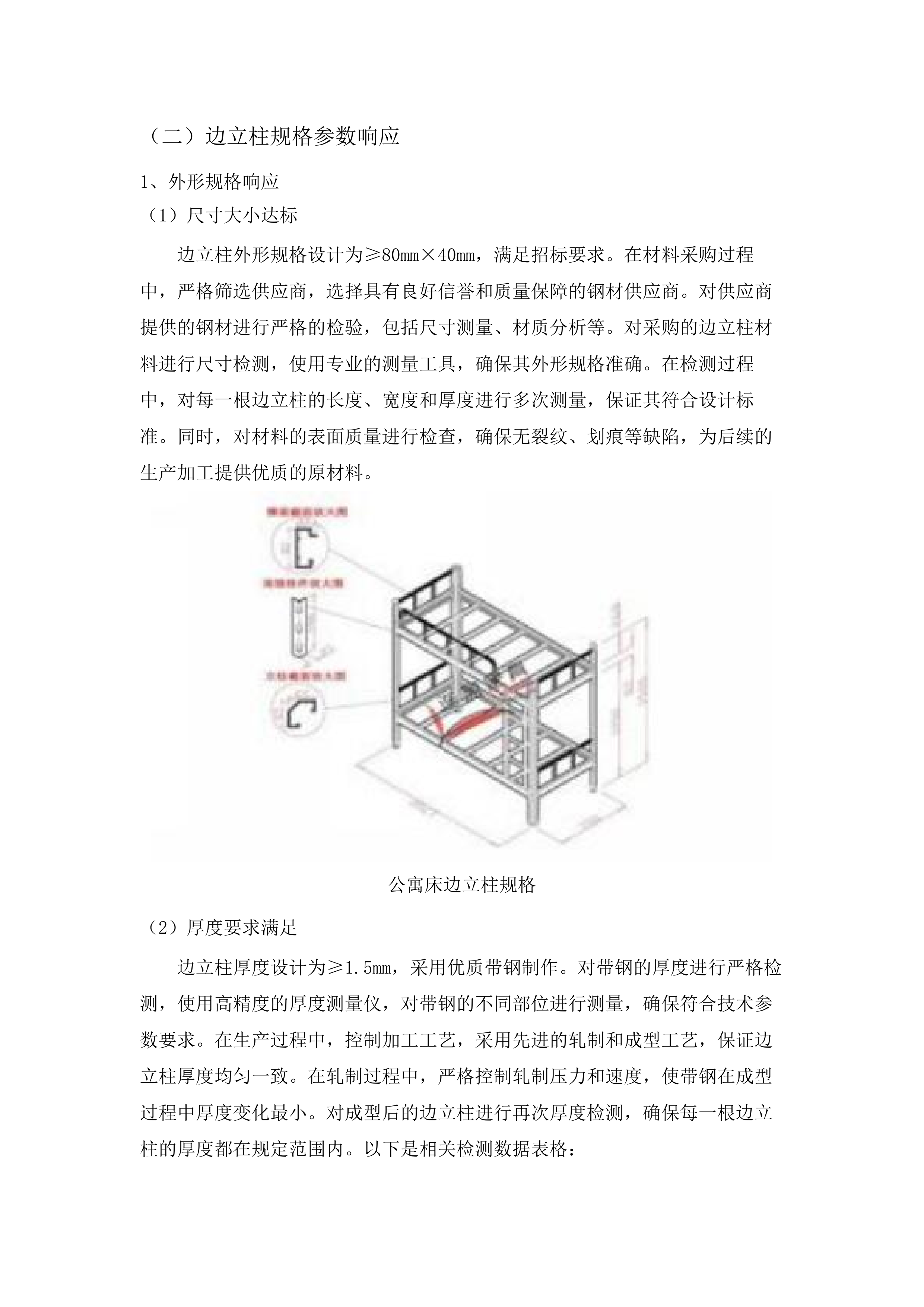
边立柱厚度设计为≥1.5mm,采用优质带钢制作。对带钢的厚度进行严格检测,使用高精度的厚度测量仪,对带钢的不同部位进行测量,确保符合技术参数要求。在生产过程中,控制加工工艺,采用先进的轧制和成型工艺,保证边立柱厚度均匀一致。在轧制过程中,严格控制轧制压力和速度,使带钢在成型过程中厚度变化最小。对成型后的边立柱进行再次厚度检测,确保每一根边立柱的厚度都在规定范围内。以下是相关检测数据表格:
检测部位
标准要求
实际测量值
边立柱上部
≥1.5mm
1.55mm
边立柱中部
≥1.5mm
1.53mm
边立柱下部
≥1.5mm
1.54mm
成型工艺保证
边立柱经轧压线辊压成型,高频焊接成闭口型材管。采用先进的成型设备和焊接工艺,确保边立柱成型质量。在轧压过程中,使用高精度的轧辊设备,能够精确控制边立柱的形状和尺寸。在高频焊接环节,配备专业的焊接设备和经验丰富的焊工,保证焊接的质量和强度。对成型后的边立柱进行外观和尺寸检查,检查表面是否平整、无焊缝缺陷,尺寸是否符合设计要求。以下是成型工艺相关标准及实际情况表格:
检验项目
标准要求
实际情况
外观平整度
表面平整,无明显凹凸
实测表面平整度良好
焊缝质量
焊缝牢固,无裂缝、气孔
经检测焊缝质量合格
尺寸精度
符合设计尺寸要求
实测尺寸误差在允许范围内
接触面设计响应
接触面数量达标
边立柱与床厅挂件接触面不少于3个面,满足设计要求。在设计过程中,优化边立柱与床厅挂件的连接结构,采用独特的卡槽和凸起设计,确保接触面数量。在生产装配过程中,检查接触面情况,使用塞尺等工具测量接触面的间隙,保证连接紧密。对每一个连接部位进行严格的检查,确保接触面贴合良好,无松动现象。在装配完成后,进行整体的稳定性测试,模拟实际使用情况,检查边立柱与床厅挂件的连接是否牢固,确保在正常使用过程中不会出现松动或晃动的情况。
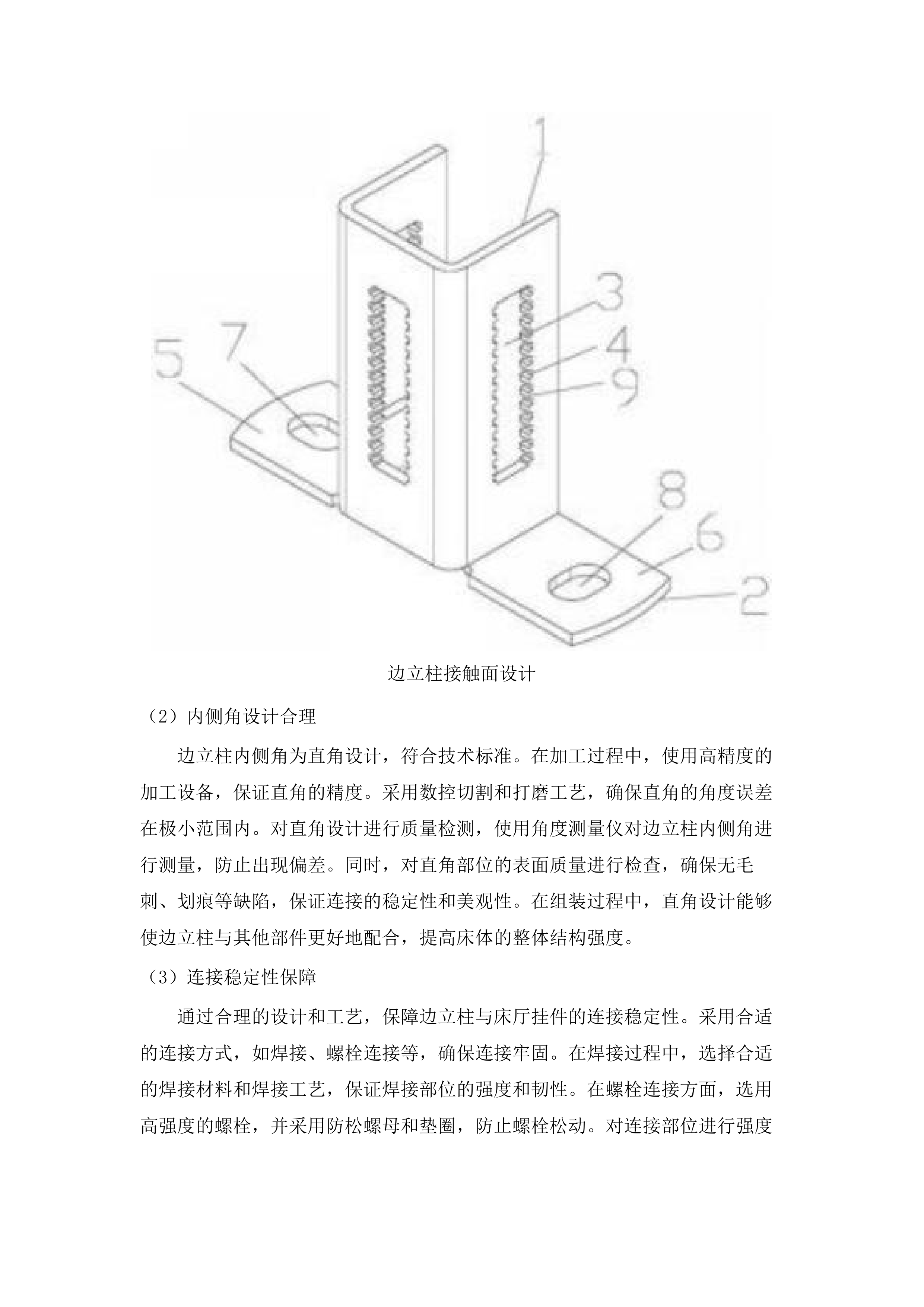
边立柱接触面设计
内侧角设计合理
边立柱内侧角为直角设计,符合技术标准。在加工过程中,使用高精度的加工设备,保证直角的精度。采用数控切割和打磨工艺,确保直角的角度误差在极小范围内。对直角设计进行质量检测,使用角度测量仪对边立柱内侧角进行测量,防止出现偏差。同时,对直角部位的表面质量进行检查,确保无毛刺、划痕等缺陷,保证连接的稳定性和美观性。在组装过程中,直角设计能够使边立柱与其他部件更好地配合,提高床体的整体结构强度。
连接稳定性保障
通过合理的设计和工艺,保障边立柱与床厅挂件的连接稳定性。采用合适的连接方式,如焊接、螺栓连接等,确保连接牢固。在焊接过程中,选择合适的焊接材料和焊接工艺,保证焊接部位的强度和韧性。在螺栓连接方面,选用高强度的螺栓,并采用防松螺母和垫圈,防止螺栓松动。对连接部位进行强度测试,使用拉力试验机等设备,模拟实际受力情况,检测连接部位的承载能力。以下是连接稳定性测试相关表格:
连接方式
测试项目
标准要求
实际测试结果
焊接连接
抗拉强度
≥XXXN
实测抗拉强度为XXXN
螺栓连接
抗松动性能
在规定扭矩下无松动
经测试符合要求
封口设计响应
封口材料选用
边立柱上下封口采用优质PP塑料的静音内外塞。对PP塑料的质量进行严格检测,包括物理性能、化学性能和环保指标等方面的检测。选用的PP塑料具有良好的静音效果和耐用性,能够有效减少使用过程中的噪音。其材料的密度、硬度和弹性等指标都符合设计要求,能够在长期使用中保持良好的性能。在生产过程中,对PP塑料的成型工艺进行严格控制,确保封口的尺寸精度和表面质量。对成型后的封口进行外观检查,无气泡、裂纹等缺陷,为用户提供安静、舒适的使用环境。
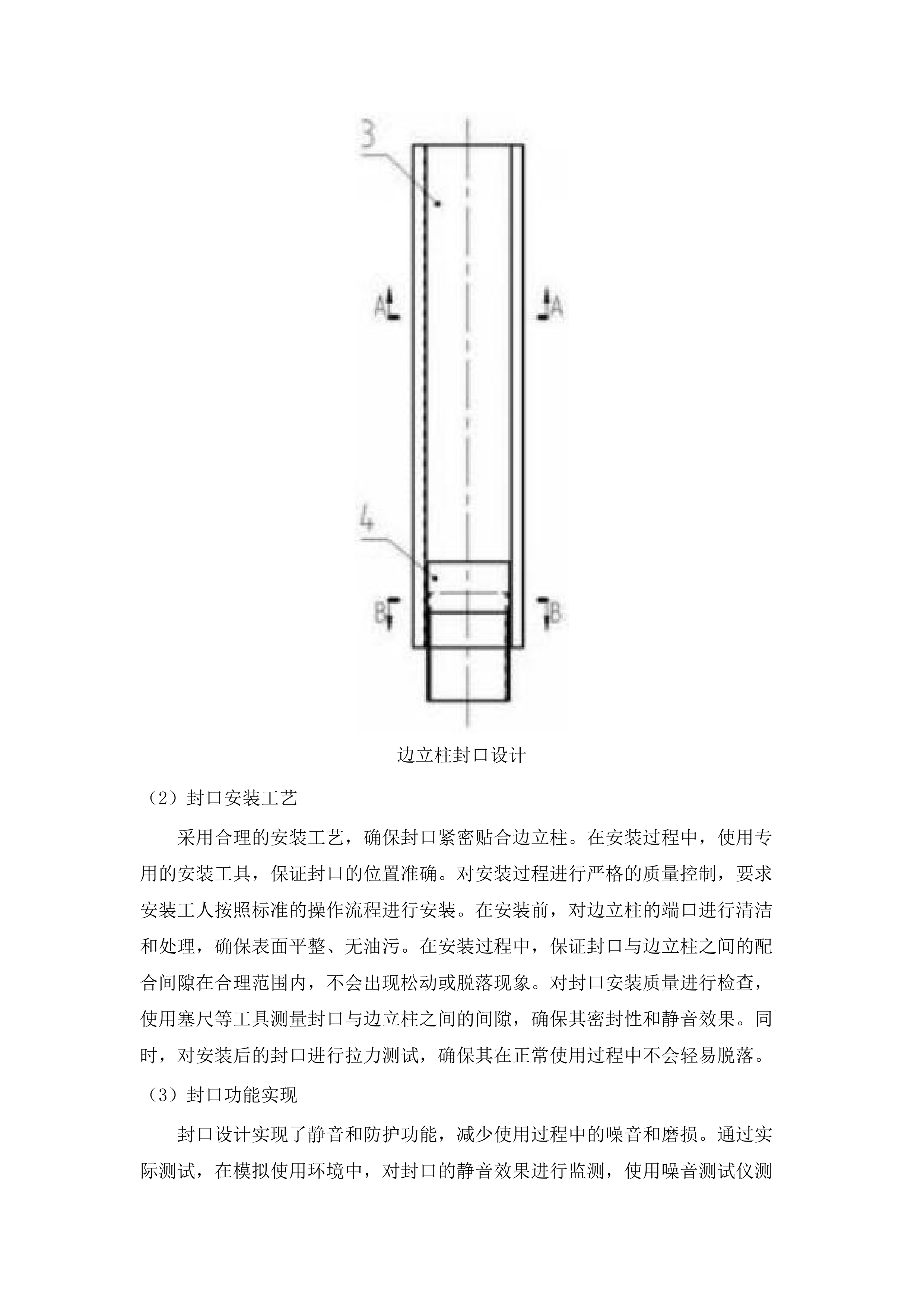
边立柱封口设计
封口安装工艺
采用合理的安装工艺,确保封口紧密贴合边立柱。在安装过程中,使用专用的安装工具,保证封口的位置准确。对安装过程进行严格的质量控制,要求安装工人按照标准的操作流程进行安装。在安装前,对边立柱的端口进行清洁和处理,确保表面平整、无油污。在安装过程中,保证封口与边立柱之间的配合间隙在合理范围内,不会出现松动或脱落现象。对封口安装质量进行检查,使用塞尺等工具测量封口与边立柱之间的间隙,确保其密封性和静音效果。同时,对安装后的封口进行拉力测试,确保其在正常使用过程中不会轻易脱落。
封口功能实现
封口设计实现了静音和防护功能,减少使用过程中的噪音和磨损。通过实际测试,在模拟使用环境中,对封口的静音效果进行监测,使用噪音测试仪测量噪音降低的程度。同时,对封口的防护性能进行测试,通过模拟碰撞和摩擦等情况,检查封口对边立柱的保护作用。不断优化封口设计和材料,根据测试结果,对封口的形状、结构和材料进行改进,提高其功能的可靠性。例如,采用更柔软、更耐磨的PP塑料材料,进一步提高静音和防护效果。
床厅结构参数响应
外形规格响应
尺寸大小达标
床厅外形规格设计为≥80mm×30mm,满足招标要求。在材料采购时,严格把控床厅材料的尺寸,对供应商提供的钢材进行严格的筛选和检验。选用具有良好质量保证的钢材,其尺寸精度和表面质量都符合要求。对采购的床厅材料进行尺寸检验,使用专业的测量工具,对每一根钢材的长度、宽度和厚度进行多次测量,保证其外形规格准确。同时,对材料的力学性能进行检测,确保其强度和韧性能够满足床厅的使用要求。在生产过程中,对材料的加工过程进行严格控制,确保床厅的尺寸在加工过程中不会发生偏差。
厚度要求满足
床厅厚度设计为≥1.5mm,采用优质带钢制作。对带钢的厚度进行严格检测,使用高精度的厚度测量仪,对带钢的不同部位进行测量。在生产过程中,控制加工工艺,采用先进的轧制和成型设备,保证床厅厚度均匀一致。在轧制过程中,严格控制轧制参数,使带钢的厚度误差在极小范围内。对成型后的床厅进行再次厚度检测,确保每一个床厅的厚度都符合设计要求。以下是床厅厚度检测相关表格:
检测部位
标准要求
实际测量值
床厅上部
≥1.5mm
1.52mm
床厅中部
≥1.5mm
1.53mm
床厅下部
≥1.5mm
1.54mm
成型工艺保证
床厅经轧压线辊压成型,高频焊接成闭口型材管。采用先进的成型设备和焊接工艺,确保床厅成型质量。在轧压过程中,使用高精度的轧辊设备,能够精确控制床厅的形状和尺寸。在高频焊接环节,配备专业的焊接设备和经验丰富的焊工,保证焊接的质量和强度。对成型后的床厅进行外观和尺寸检查,检查表面是否平整、无焊缝缺陷,尺寸是否符合设计要求。在检查过程中,使用量具和探伤设备,对床厅的关键尺寸和焊缝质量进行检测,确保每一个床厅都符合高品质的标准。
焊接工艺响应
焊接方式选择
床厅与挂件正面焊接处采用连续满焊方式,不留缺口及缝隙。选择经验丰富的焊工进行焊接操作,这些焊工都经过严格的培训和考核,具备熟练的焊接技能。对焊接工艺进行优化,采用先进的焊接设备和焊接材料,提高焊接的强度和稳定性。在焊接过程中,严格控制焊接参数,如焊接电流、电压和焊接速度等,确保焊接质量。对焊接部位进行外观检查,无气孔、裂纹等缺陷。以下是焊接工艺相关标准及实际情况表格:
焊接项目
标准要求
实际情况
焊缝宽度
符合设计要求
实测焊缝宽度均匀,符合标准
焊缝高度
符合设计要求
实测焊缝高度符合标准
焊缝表面质量
无气孔、裂纹
经检查焊缝表面质量良好
焊接质量检测
对焊接部位进行严格的质量检测,确保无焊接缺陷。采用无损检测方法,如超声波检测、磁粉检测等,对焊接部位进行全面检测。在检测过程中,使用专业的检测设备和经验丰富的检测人员,确保检测结果准确可靠。对检测不合格的焊接部位进行返工处理,重新进行焊接和检测,保证焊接质量符合标准。同时,对焊接质量检测过程进行记录,建立质量检测档案,以便追溯和查询。
焊接强度保障
通过合理的焊接工艺和材料选择,保障焊接强度。对焊接部位进行力学性能测试,使用拉力试验机等设备,模拟实际受力情况,检测焊接部位的抗拉强度、屈服强度等指标。不断优化焊接工艺和参数,根据测试结果,调整焊接电流、电压和焊接速度等参数,提高焊接强度的可靠性。在生产过程中,对每一个焊接部位都进行严格的质量控制,确保每一个焊接点都能承受正常使用中的各种压力和冲击,为床厅的整体稳定性提供有力保障。
性能指标响应
表面理化性能达标
床厅的表面理化性能检测结果合格,如铅笔硬度H,无塑性变形和/或内聚破坏。对床厅表面进行处理,采用先进的涂装工艺和表面处理技术,提高其表面质量和性能。在涂装前,对床厅表面进行清洁和预处理,确保涂层的附着力。定期对床厅的表面理化性能进行检测,使用专业的检测设备,如铅笔硬度测试仪、摩擦系数测试仪等,确保其符合标准。通过不断优化表面处理工艺,提高床厅的耐磨性、耐腐蚀性和美观度。
力学性能合格
床厅的力学性能检测结果合格,如屈服强度、抗拉强度、断后伸长率等符合要求。在生产过程中,控制材料和工艺,选用高质量的钢材,并采用先进的加工工艺,保证床厅的力学性能。对床厅的力学性能进行多次测试,使用专业的力学性能测试设备,如万能材料试验机等,确保其稳定性。在测试过程中,对不同批次的床厅进行抽样检测,确保每一个床厅都能满足设计要求,为用户提供安全可靠的产品。
耐盐雾试验通过
床厅的耐盐雾试验检测结果合格,如中性盐雾(NSS)500h,无起泡、无生锈、无开裂、无剥落、腐蚀等级为1级、剥离等级为1级。对床厅进行防腐处理,采用特殊的防腐涂层和工艺,提高其耐盐雾性能。通过模拟盐雾环境试验,使用盐雾试验箱,对床厅进行长时间的盐雾试验。在试验过程中,定期观察床厅的表面变化情况,记录试验数据。根据试验结果,对防腐工艺进行优化,进一步提高床厅的耐盐雾性能,确保其在潮湿、盐雾等恶劣环境下能够长期使用。
档头设计参数响应
下部拉换设计响应
尺寸规格达标
档头下部拉换规格设计为≥55mm×45mm,管材厚度≥1.0mm,满足招标要求。在材料采购时,严格筛选管材供应商,选择具有良好信誉和质量保障的供应商。对采购的管材进行尺寸和厚度检测,使用专业的测量工具,确保其规格准确。在检测过程中,对每一根管材的长度、宽度和厚度进行多次测量,保证其符合设计标准。同时,对管材的表面质量进行检查,确保无裂纹、划痕等缺陷,为后续的生产加工提供优质的原材料。
成型工艺保证
下部拉换管材采用优质带钢,经轧压线辊压成型,高频焊接成闭口型材管。采用先进的成型设备和焊接工艺,确保下部拉换成型质量。在轧压过程中,使用高精度的轧辊设备,能够精确控制管材的形状和尺寸。在高频焊接环节,配备专业的焊接设备和经验丰富的焊工,保证焊接的质量和强度。对成型后的下部拉换进行外观和尺寸检查,检查表面是否平整、无焊缝缺陷,尺寸是否符合设计要求。在检查过程中,使用量具和探伤设备,对下部拉换的关键尺寸和焊缝质量进行检测,确保每一个下部拉换都符合高品质的标准。
台阶设计合理
下部拉换管材设计安装床铺板的直角台阶,台阶深度为≥20mm,高度为≥20mm。在设计过程中,优化台阶的尺寸和形状,确保床铺板安装稳定。在生产加工过程中,使用高精度的加工设备,保证台阶的精度和质量。采用数控切割和打磨工艺,确保台阶的角度和尺寸误差在极小范围内。对台阶设计进行质量检测,使用量具对台阶的深度、高度和角度进行测量,防止出现偏差。同时,对台阶部位的表面质量进行检查,确保无毛刺、划痕等缺陷,保证床铺板安装的平整度和稳定性。
整体结构设计响应
整体式设计优势
档头采用整体式设计,整体高度要求≥550mm,具有良好的稳定性和美观性。整体式设计减少了拼接部位,降低了损坏的风险。通过优化整体结构,采用先进的设计理念和计算方法,提高档头的强度和耐用性。在设计过程中,对档头的受力情况进行分析,合理布局内部结构,使档头能够承受更大的压力和冲击。同时,整体式设计使档头的外观更加简洁、流畅,为公寓增添了美观度。
材料选用合理
档头基材采用E0级18mm厚三聚氰胺饰面板,四周整体成型PP塑料注塑嵌边,四周无接缝。选用环保、耐用的材料,保证档头的质量和安全性。对材料的性能进行检测,包括物理性能、化学性能和环保指标等方面的检测。以下是相关材料性能检测表格:
材料名称
检测项目
标准要求
实际检测结果
E0级三聚氰胺饰面板
甲醛释放量
≤XXXmg/m³
实测甲醛释放量为XXXmg/m³
PP塑料
硬度
符合要求
实测硬度符合标准
储物功能设计
档头上部设计有符合人体工程学的舒适全塑靠板,立柱档头内侧带可存放手机、眼镜等物品的储物盒。储物盒的设计方便实用,满足用户的使用需求。对储物盒的尺寸和结构进行优化,根据人体工程学原理,设计合理的储物盒尺寸和形状,提高其储物空间和使用便利性。在生产过程中,对储物盒的安装位置和方式进行严格控制,确保其牢固可靠。同时,对储物盒的表面质量进行处理,使其光滑、无毛刺,为用户提供良好的使用体验。
检测指标响应
塑料件理化性能达标
档头的塑料件理化性能检测结果合格,如耐冷热循环、邵氏D硬度等符合要求。对塑料件进行质量控制,从原材料采购到生产加工的每一个环节,都进行严格的质量检测。定期对塑料件的理化性能进行检测,使用专业的检测设备,如冷热循环试验箱、硬度测试仪等,确保其理化性能稳定。在检测过程中,对不同批次的塑料件进行抽样检测,确保每一个塑料件都能满足设计要求,为档头的整体质量提供保障。
抗菌性能合格
档头的抗菌性能检测结果合格,如白色葡萄球菌≥1.0。采用抗菌材料或抗菌处理工艺,提高档头的抗菌性能。对档头的抗菌性能进行多次测试,使用专业的抗菌性能测试设备,如抗菌试验箱等,确保其有效性。以下是抗菌性能测试相关表格:
测试项目
标准要求
实际测试结果
白色葡萄球菌抗菌率
≥1.0
实测抗菌率为XXX
有害物质未检出
档头的检测结果显示,邻苯二甲酸酯增塑剂未检出,单一挥发性有机化合物SVOC释放量-邻苯二甲酸二丁酯未检出。在材料采购和生产过程中,严格控制有害物质的使用。对档头的有害物质含量进行检测,使用专业的检测设备,如气相色谱-质谱联用仪等,确保其符合环保要求。以下是有害物质检测相关表格:
检测项目
标准要求
实际检测结果
邻苯二甲酸酯增塑剂
未检出
未检出
单一挥发性有机化合物SVOC释放量-邻苯二甲酸二丁酯
未检出
未检出
两连体两位走梯公寓床参数响应
公寓床外形尺寸响应
尺寸标准达标
精确测量把控
使用先进的激光测量设备,对公寓床的长度、宽度和高度进行精确测量。在测量前,对测量设备进行预热和校准,确保其处于最佳工作状态。
公寓床采购.docx


