




三臂拱架安装台车邀请采购
投标方案
目 录
第一章
服务与供应保障能力
4
第一节
技术服务体系
4
第二节
投标方对包件内设备的生产周期进行说明,并对生产保障能力进行说明。
9
一、
生产概况
9
二、
生产管理组织机构
10
三、
生产能力及生产流水线方面
12
四、
主要生产设备情况表
17
五、
人员配置
22
六、
工期保障计划
22
七、
应急保障措施
23
第三节
售后服务承诺
24
一、
售后服务承诺
24
二、
售后服务能力
24
三、
本项目售后服务及运输方案
26
第二章
设备关键部件配置及说明
30
第一节
主要部件配置及技术性能
30
第二节
设备台阶法立架施工工序
34
一、
洞外预制钢拱架,焊接连接拉筋和网片
34
二、
拱架运输
34
三、
洞内的测量打点及排险作业
35
四、
拱顶A单元举升
35
五、
拱腰及拱脚段拼装
36
六、
上台阶拱架拉筋网片焊接
36
七、
下台阶拱架拼装
37
八、
施工完成车辆退场
37
第三节
投标方对设备配置清单进行性能描述
39
第四节
设备使用过程中节能环保性能描述
48
一、
高效动力系统,降低能源消耗
48
二、
液压与控制系统优化,提升能效
48
三、
结构设计与材料优化,减少资源消耗
48
四、
排放控制与环保设计
49
五、
施工工艺与管理节能
49
六、
维护与回收体系
49
七、
总结
49
第三章
设计方案与设备性能优点描述
51
第一节
设计方案
51
一、
行驶稳定性计算
51
二、
制动性能计算
56
第二节
设备性能优点
61
第四章
标的物制造设备与制造工艺
63
第一节
标的物制造设备
63
第二节
标的物制造工艺
70
一、
整机制造工艺技术
70
二、
臂架制造工艺
76
三、
托举装置制造技术
80
四、
整机组装调试
82
五、
组装前培训
82
六、
组装人员及机构组织
83
七、
组装时间计划
84
八、
组装步骤
84
九、
调试
86
十、
运输
87
第五章
投标设备图纸
88
服务与供应保障能力
技术服务体系
针对本项目,我公司将开展以下售后服务工作:
开展售前人员培训:
本项目中标后,我公司将针对贵司不同的受训人员采用不同的培训方案,以达到最佳的培训效果。主要采取集中培训、实践培训、一对一培训 、技术交流会等形式。培训内容包含理论和技能培训。理论培训内容分为安全管理、业务流程、服务平台、设备各系统理论基础知识培训;技能培训内容包含设备维修、保养、操作等专业知识培训,时长共约56课时。培训结束后统一考核,考核通过的学员,公司颁发在行业内具有权威性、认可度较高的培训合格证书,确保操作人员持证上岗。
图4 学员集中培训
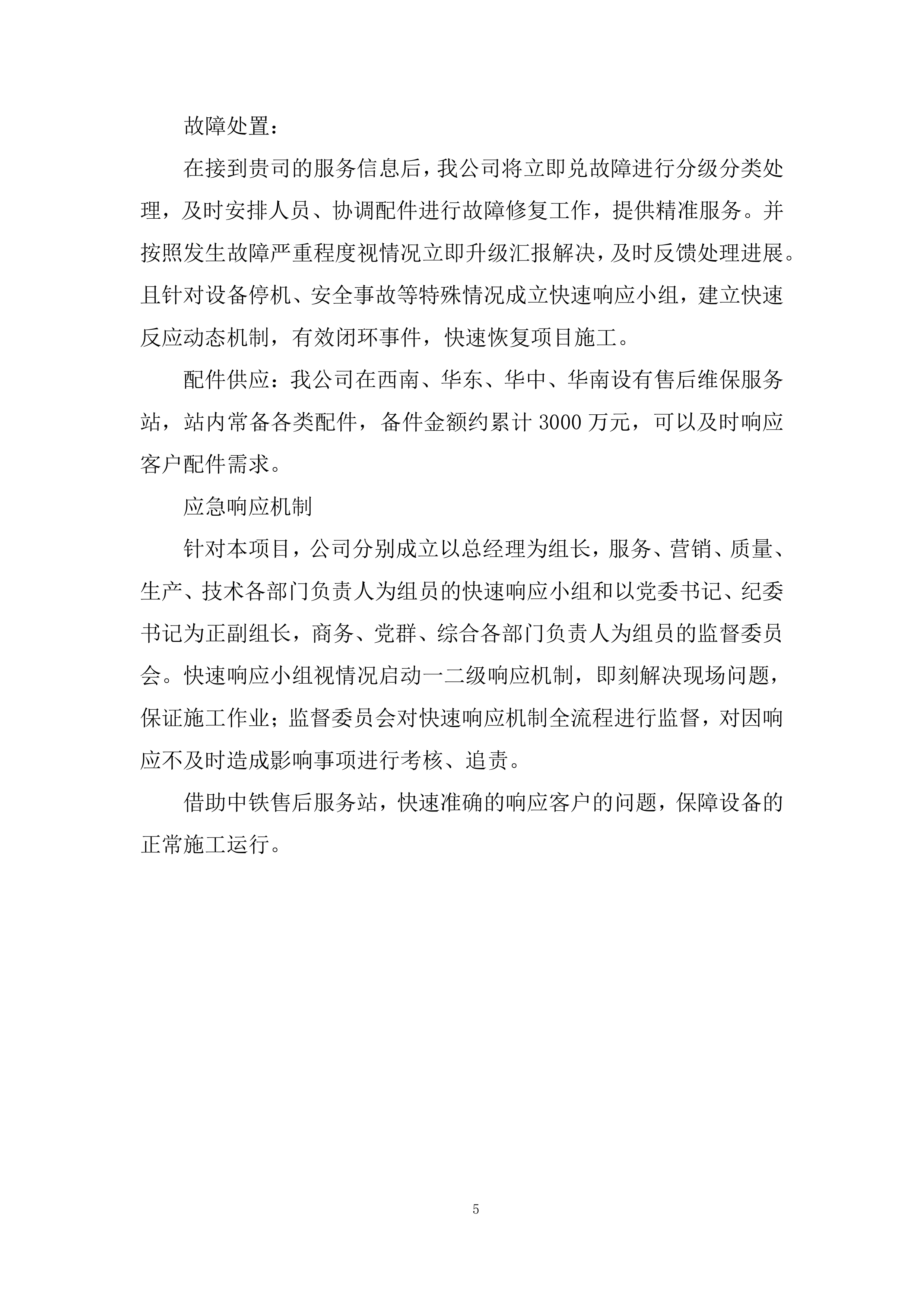
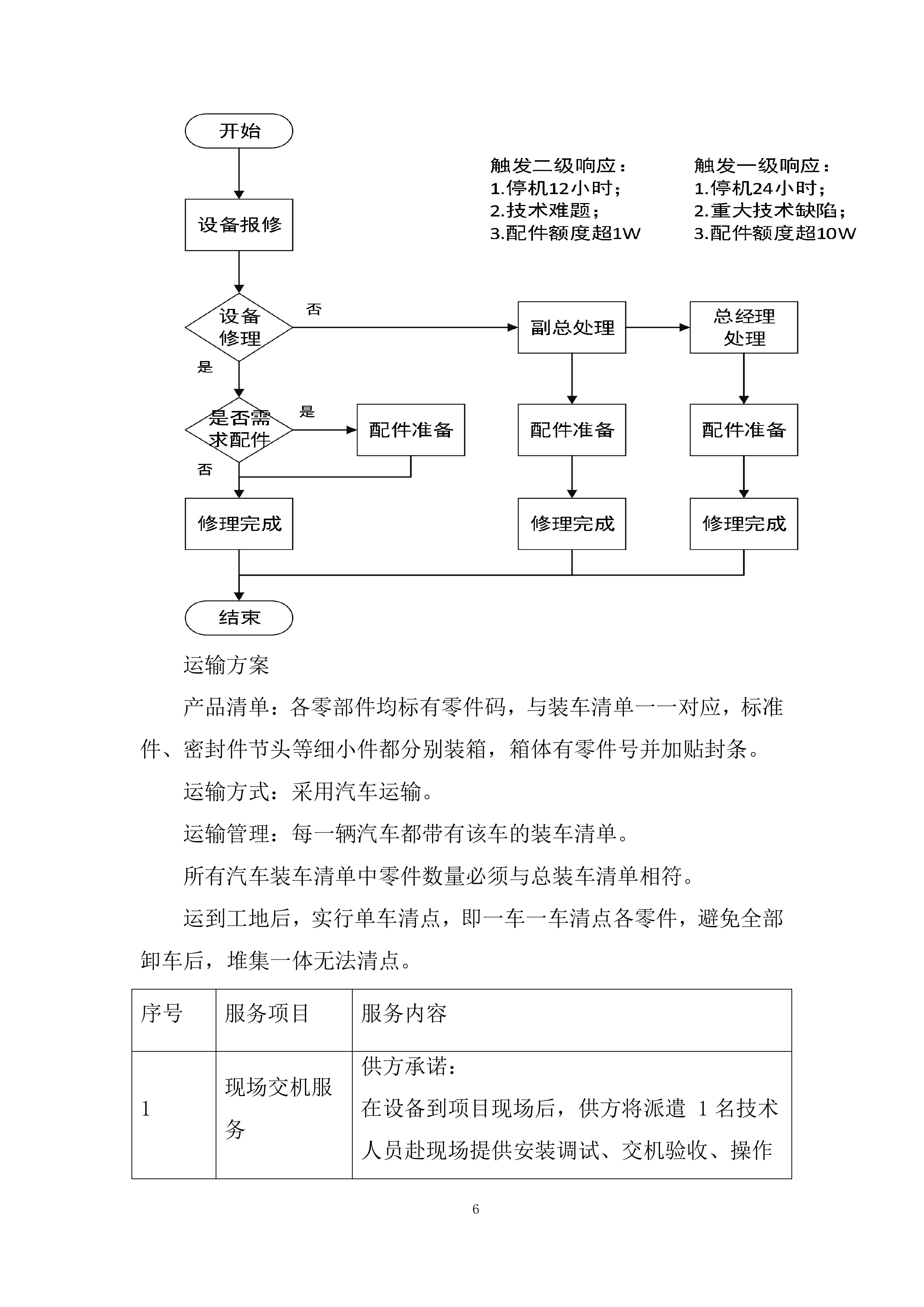
故障处置:
在接到贵司的服务信息后,我公司将立即兑故障进行分级分类处理,及时安排人员、协调配件进行故障修复工作,提供精准服务。并按照发生故障严重程度视情况立即升级汇报解决,及时反馈处理进展。且针对设备停机、安全事故等特殊情况成立快速响应小组,建立快速反应动态机制,有效闭环事件,快速恢复项目施工。
配件供应:我公司在西南、华东、华中、华南设有售后维保服务站,站内常备各类配件,备件金额约累计3000万元,可以及时响应客户配件需求。
应急响应机制
针对本项目,公司分别成立以总经理为组长,服务、营销、质量、生产、技术各部门负责人为组员的快速响应小组和以党委书记、纪委书记为正副组长,商务、党群、综合各部门负责人为组员的监督委员会。快速响应小组视情况启动一二级响应机制,即刻解决现场问题,保证施工作业;监督委员会对快速响应机制全流程进行监督,对因响应不及时造成影响事项进行考核、追责。
借助中铁售后服务站,快速准确的响应客户的问题,保障设备的正常施工运行。
运输方案
产品清单:各零部件均标有零件码,与装车清单一一对应,标准件、密封件节头等细小件都分别装箱,箱体有零件号并加贴封条。
运输方式:采用汽车运输。
运输管理:每一辆汽车都带有该车的装车清单。
所有汽车装车清单中零件数量必须与总装车清单相符。
运到工地后,实行单车清点,即一车一车清点各零件,避免全部卸车后,堆集一体无法清点。
序号
服务项目
服务内容
1
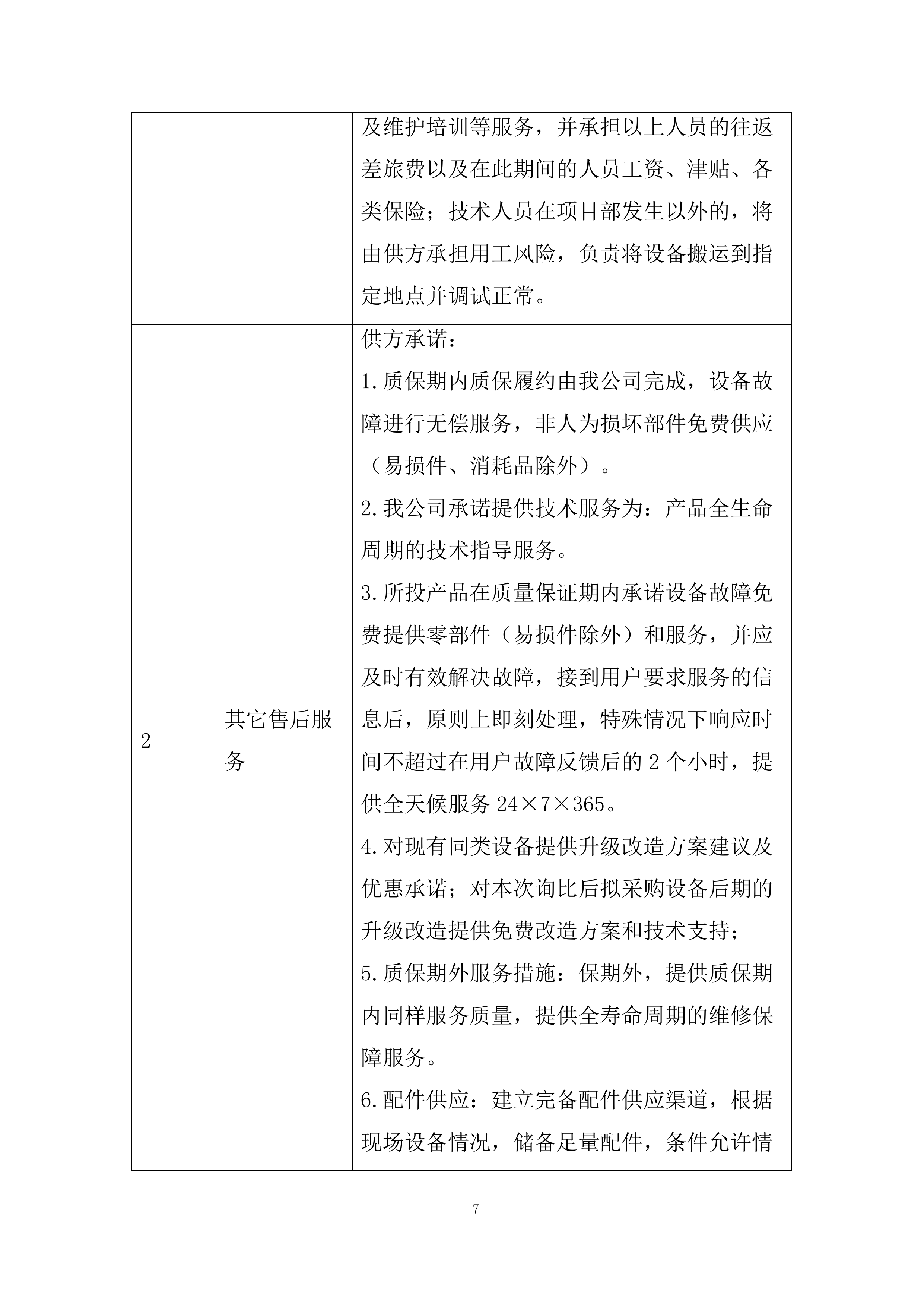
现场交机服务
供方承诺:
在设备到项目现场后,供方将派遣 1名技术人员赴现场提供安装调试、交机验收、操作及维护培训等服务,并承担以上人员的往返差旅费以及在此期间的人员工资、津贴、各类保险;技术人员在项目部发生以外的,将由供方承担用工风险,负责将设备搬运到指定地点并调试正常。
2
其它售后服务
供方承诺:
1.质保期内质保履约由我公司完成,设备故障进行无偿服务,非人为损坏部件免费供应(易损件、消耗品除外)。
2.我公司承诺提供技术服务为:产品全生命周期的技术指导服务。
3.所投产品在质量保证期内承诺设备故障免费提供零部件(易损件除外)和服务,并应及时有效解决故障,接到用户要求服务的信息后,原则上即刻处理,特殊情况下响应时间不超过在用户故障反馈后的2个小时,提供全天候服务24×7×365。
4.对现有同类设备提供升级改造方案建议及优惠承诺;对本次询比后拟采购设备后期的升级改造提供免费改造方案和技术支持;
5.质保期外服务措施:保期外,提供质保期内同样服务质量,提供全寿命周期的维修保障服务。
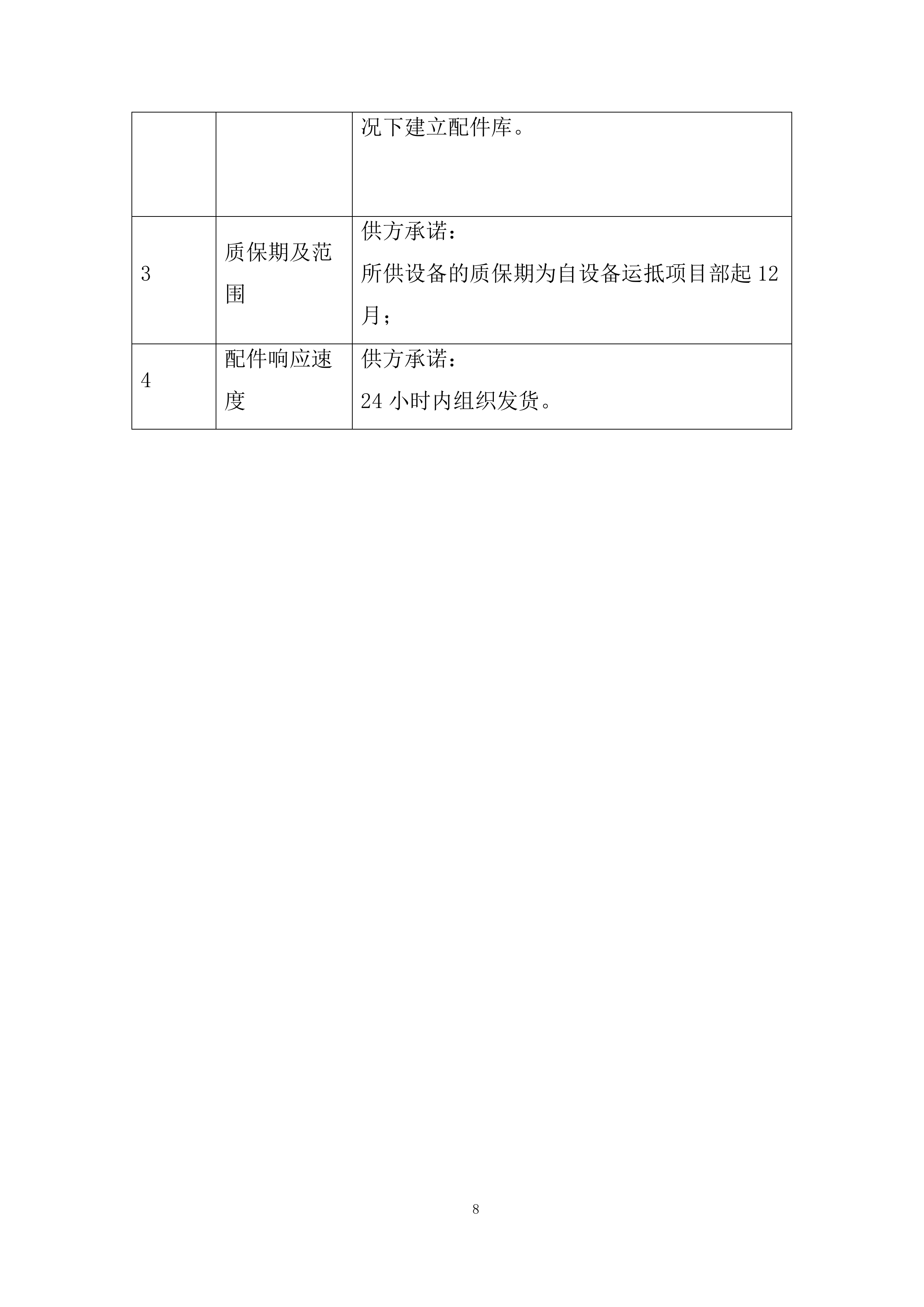
6.配件供应:建立完备配件供应渠道,根据现场设备情况,储备足量配件,条件允许情况下建立配件库。
3
质保期及范围
供方承诺:
所供设备的质保期为自设备运抵项目部起12月;
4
配件响应速度
供方承诺:
24小时内组织发货。
投标方对包件内设备的生产周期进行说明,并对生产保障能力进行说明。
生产概况
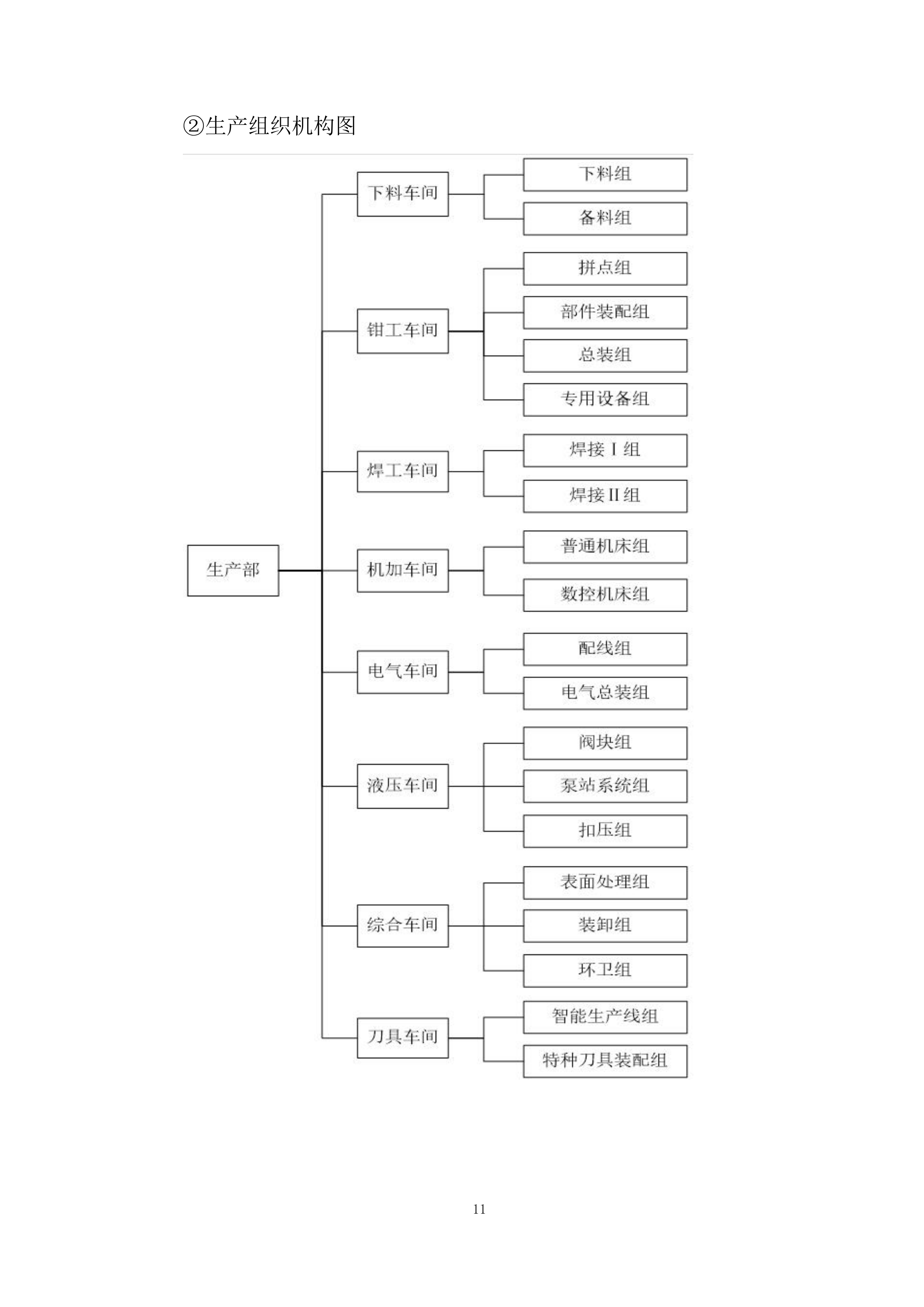
公司本部拥有现代化厂房23385平方米,外租赁场地约1.2万平方米,目前拥有一线员工869人,拥有技师及以上技能等级人员共24名,其中中级工及以上技能等级人员占70%,一线生产人员实力雄厚,层次搭配科学合理。根据产品制作工序及产品种类划分有下料车间、机加工车间、钳工车间、焊接车间、液压流体车间、电气车间、综合车间及刀具车间八个车间。
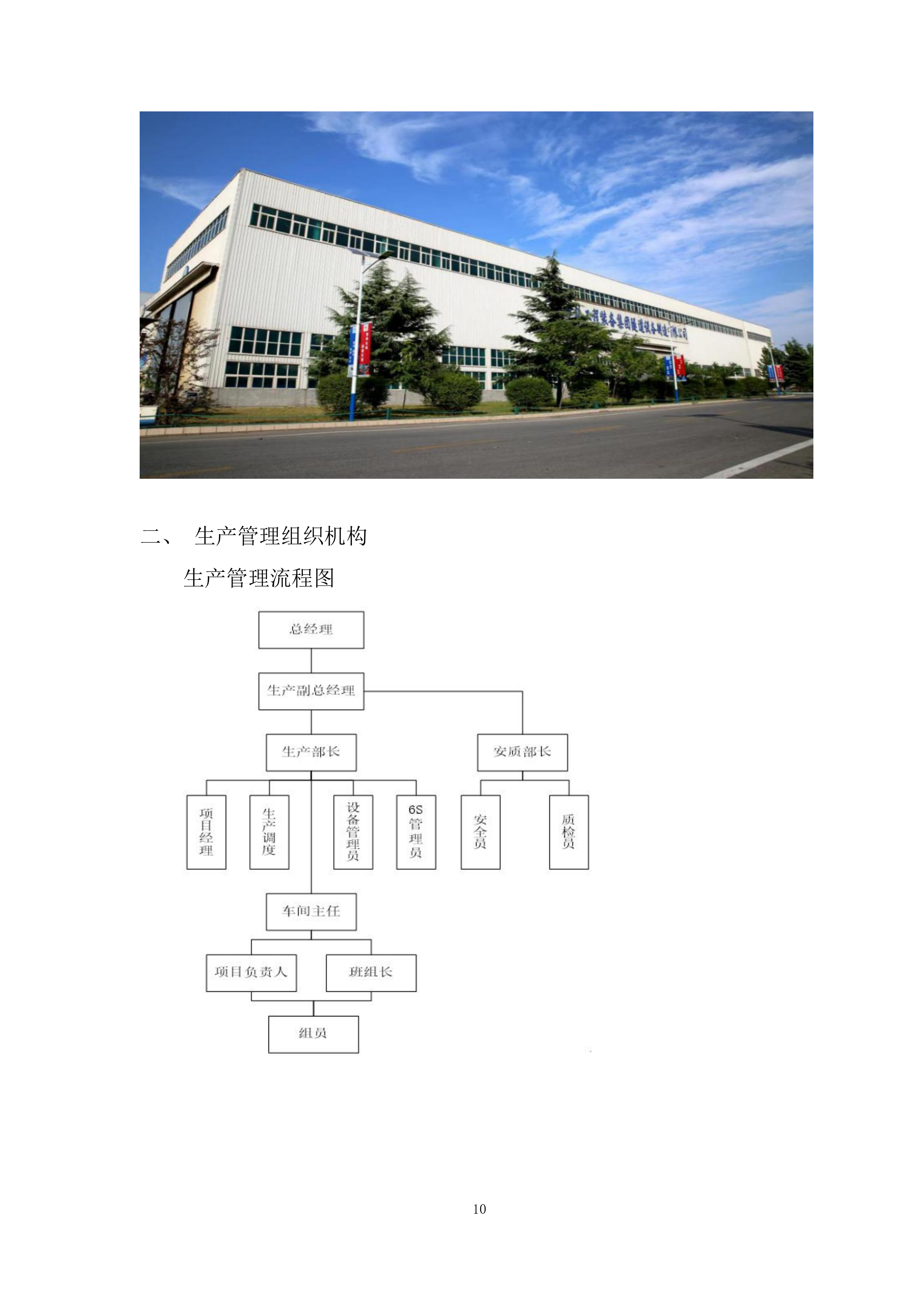
生产管理组织机构
生产管理流程图
②生产组织机构图
生产能力及生产流水线方面
根据公司产品种类特性,专用隧道设备及刀具生产采取流水线生产模式,水平运输采取工位生产模式。目前,设备公司现有8个生产车间约1.8万平米,公司拥有8条专用隧道设备生产流水线,2条刀具生产流水线,拥有专用隧道设备年产能200台套、刀具年产能2万把,水平运输年产能500列生产制造能力。
生产流水线示意图
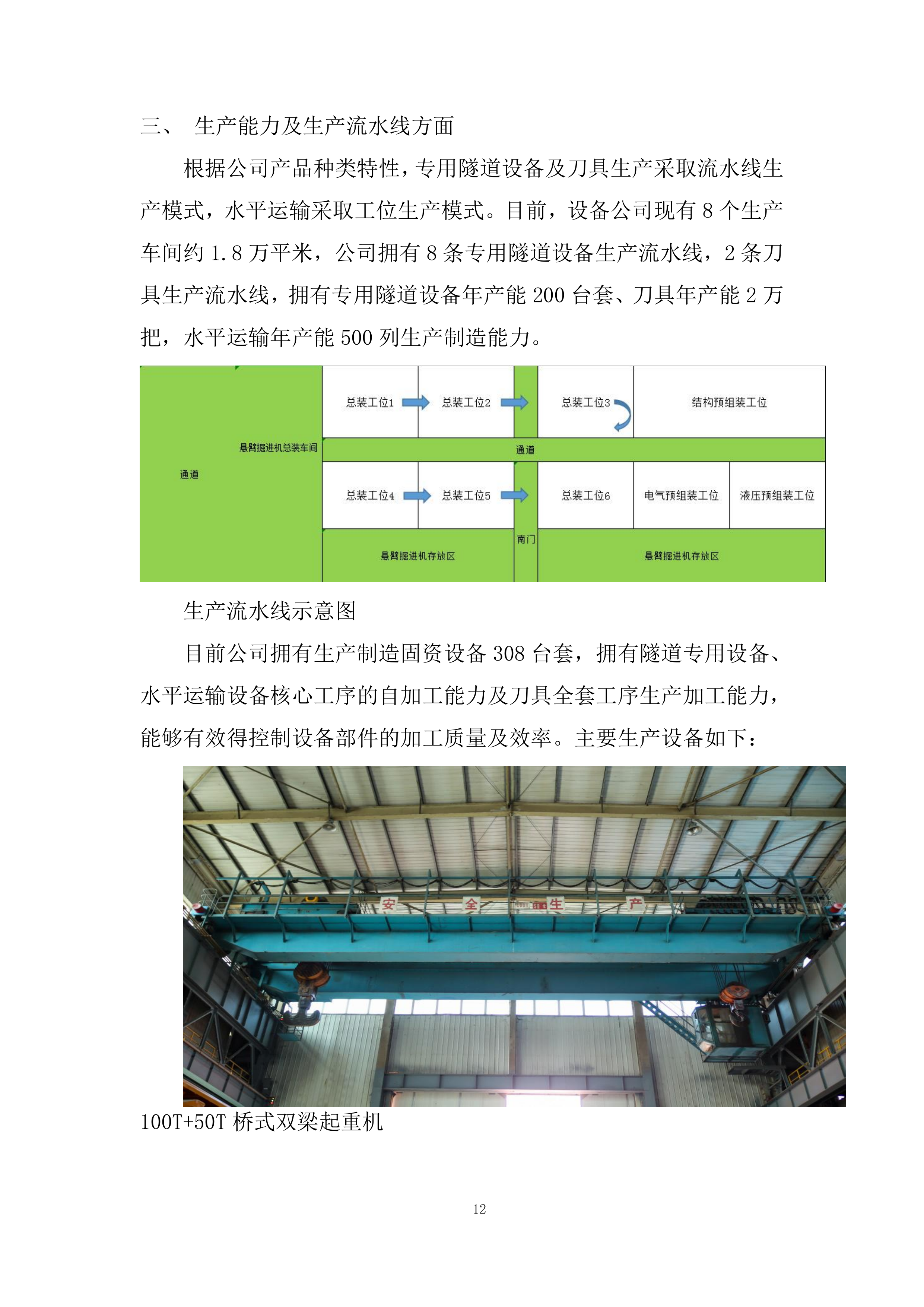
目前公司拥有生产制造固资设备308台套,拥有隧道专用设备、水平运输设备核心工序的自加工能力及刀具全套工序生产加工能力,能够有效得控制设备部件的加工质量及效率。主要生产设备如下:
100T+50T桥式双梁起重机
T6216D落地镗床
VL-750R数控立车
EZW11S-40*3500卷板机
VL-750R/L数控立车
HK80B/1000、2000数控卧车
G4020MF-IPG3000激光切割机
车床集群
热处理生产线
QD50T桥式起重机+环保喷漆房
主要生产设备情况表
①
起重设备表
序号
机械名称
型号规格
生产厂家
1
电动双梁起重机
2
电动单梁起重机
3
电动单梁起重机
4
电动单梁起重机
5
双梁起重机
6
50T桥式起重机小车
7
双梁起重机
8
电动单梁起重机
9
电动葫芦
10
电动单梁起重机
11
电动葫芦
12
电动单梁起重机
13
电动葫芦
14
电动单梁起重机
15
电动葫芦
16
电动单梁起重机
17
电动葫芦
18
5T单梁桥式起重机
19
电动葫芦
20
电动葫芦门式起重机
21
电动单梁起重机
22
电动葫芦
23
电动单梁起重机
24
电动单梁起重机
25
电动葫芦
26
电动葫芦
27
电动双梁起重机
28
电动液压弯管机
29
液压升降平台
30
5T叉 车
31
8T叉 车
32
8T叉 车
②
金属加工设备表
1
落地镗
T6216D
2
金刚石镗床
T716
3
车床
CW6280C
4
车床
CD6140A
5
车床
CD6140A
6
车床
CA6140
7
车床
CW6163
8
数控车床
CYNC-500P
9
数控车床
CYNCP-630
10
卧式车床
CW61100B
11
铣床
XD5032
12
万能升降台铣床
X62W
13
液压牛头刨床
B100
14
钻床
Z3080X25
15
钻床
Z3040×16/1
16
钻床
Z3050×16/1
17
钻 床
Z3040X16/1
18
磁座钻
MAB600
19
液压摆式剪板机
QC12Y-6X2500
20
剪板机
Q11-6.3X2000
21
剪板机
Q11-16X2500
22
折弯机
W67Y-100/3200
23
卧式带锯床
GB4040C
24
卧式带锯床
GB4040C
25
三辊对称系列卷板机
W11-12X2000
26
芬得压管机
DX-85、130、200
27
电频车充电装置
KGA01
28
风冷式空气压缩机
EV90
29
风冷式空气压缩机
EV90
30
风冷式空气压缩机
ET90
31
风冷式空气压缩机
ET90
32
交流低压配电柜
GGD2-396
33
交流低压配电柜
GGD2-38
34
交流低压配电柜
GGD2-38
35
交流低压配电柜
GGJ1-01-10
36
交流低压配电柜
GGJ1-13
37
液压升降平台
SJY-0.5-1
38
手动液压搬运车
/
39
管片螺栓生产线
/
③
焊接设备表
1
脉冲氩弧焊机
WSM-315
2
百德磁座钻
MAB600
3
交流弧焊机
BX1-500F-3
4
交流弧焊机
BX1-300
5
交流弧焊机
BX1-500
6
直流弧焊机
AX-320
7
气体保护焊机
KH-500
8
半自动弧焊机
NBC-450
9
晶闸管控直流氩弧焊机
WS-350
10
直流氩弧/手弧焊
TIG300
11
自动CO2保护弧焊机
NZ-500
12
弧焊机
DKR-500CO2/MAG
13
晶闸管控CO2自动焊机
YD-500KR2HGE
④
切割设备表
1
半自动切割机
CG1-30
2
仿形切割机
CG2-150
3
数控火焰切割机
HG6011
4
液态氧气站
KQ-100
⑤
金属防锈设备表
1
喷砂房
PSF-1580
2
抛丸机
Q6940
3
喷涂设备
固定喷漆房
⑥
质量检验设备表
1
超声探伤仪
CTS-23A
2
三维坐标测量仪
P10
3
化学元素分析仪
HQ-4B
4
里氏硬度仪
TH121
5
水准仪
AL12A-32
6
振动时效仪
TFT-LCD
人员配置
我公司生产系统配备项目经理5人,专职生产调度1人。参与本项目的专职管理人员2人,车间管理人员10人,一线操作人员240人,其中市级工匠2人
、特高级技师2人、高级技师6人,中级及以上技能人员达到55%以上。
工期保障计划
甘特图
应急保障措施
加强生产管理,寻求培养长期优质供货商队伍,建立互助互信管理,形成联动机制,确保应急配件供应及时;逐步完善模
块化生产,提升互换性,对于紧急项目做到小改调用。
售后服务承诺
售后服务
承诺
我公司始终坚持“产品是人品,质量是道德”的质量观,针对本项目,承诺如下:
1.提供1年质保期免费服务,质保期自验收合格之日起计算。
2.质保期内免费赔付故障配件,免费提供设备操作、维保等技术培训。
3.全生命周期内设备报修响应时间不超过2个小时,7×24×365的全天候响应服务,免费为客户提供远程指导。
4.全生命周期内配件供应,24小时内组织发货。
5.免费现场指导设备操作
60
天。
6.全生命周期内提供设备大修服务。
售后服务能力
售后服务团队保障
中铁装备始终奉行“专业制造、专业服务”宗旨,目前我公司技术服务团队有154余人,其中高级工程师3人,工程师16人,助理工程师31人,高级技师6人,技师18人。有5支专业化设备服务团队,服务范围涵盖设备技术培训、人员技能鉴定、设备升级改造等多个领域。
图1 专业化、标准化服务
图2 客户认可
售后服务物资保障及服务网点
供应渠道:我公司供应商千余家,其中主要供应商300余家,A级供应商50余家。主要供应商均已签订框架协议,承诺无条件优先保障售后响应,备件库存充足,质量可靠,可确保及时供应。
配件储备:我公司现存零部件超过1.7亿元,生产库存原则优先供应施工现场维修需求,作为设备维修和服务的强力保证。已建立覆盖全国的片区服务仓库和重大项目专用配件仓库,仓库配件总额超过1200万元,可满足本项目的所有售后配件需求。
我公司始终坚守“以客户为中心”的庄严承诺,秉承“即时响应、快速服务”的企业理念,在郑州、上海、南京、成都、广州、南宁、北京、厦门等地建立国内七大片区、十大技术服务中心和海外新加坡技术服务中心,可快速响应全国范围的服务需求。
本项目售后服务
及运输方案
针对本项目,我公司将开展以下售后服务工作:
开展售前人员培训:
本项目中标后,我公司将针对贵司不同的受训人员采用不同的培训方案,以达到最佳的培训效果。主要采取集中培训、实践培训、一对一培训 、技术交流会等形式。培训内容包含理论和技能培训。理论培训内容分为安全管理、业务流程、服务平台、设备各系统理论基础知识培训;技能培训内容包含设备维修、保养、操作等专业知识培训,时长共约56课时。培训结束后统一考核,考核通过的学员,公司颁发在行业内具有权威性、认可度较高的培训合格证书,确保操作人员持证上岗。
图4 学员集中培训
故障处置:
在接到贵司的服务信息后,我公司将立即兑故障进行分级分类处理,及时安排人员、协调配件进行故障修复工作,提供精准服务。并按照发生故障严重程度视情况立即升级汇报解决,及时反馈处理进展。且针对设备停机、安全事故等特殊情况成立快速响应小组,建立快速反应动态机制,有效闭环事件,快速恢复项目施工。
配件供应:我公司在西南、华东、华中、华南设有售后维保服务站,站内常备各类配件,备件金额约累计3000万元,可以及时响应客户配件需求。
应急响应机制
针对本项目,公司分别成立以总经理为组长,服务、营销、质量、生产、技术各部门负责人为组员的快速响应小组和以党委书记、纪委书记为正副组长,商务、党群、综合各部门负责人为组员的监督委员会。快速响应小组视情况启动一二级响应机制,即刻解决现场问题,保证施工作业;监督委员会对快速响应机制全流程进行监督,对因响应不及时造成影响事项进行考核、追责。
借助中铁售后服务站,快速准确的响应客户的问题,保障设备的正常施工运行。
运输方案
产品清单:各零部件均标有零件码,与装车清单一一对应,标准件、密封件节头等细小件都分别装箱,箱体有零件号并加贴封条。
运输方式:采用汽车运输。
运输管理:每一辆汽车都带有该车的装车清单。
所有汽车装车清单中零件数量必须与总装车清单相符。
运到工地后,实行单车清点,即一车一车清点各零件,避免全部卸车后,堆集一体无法清点。
序号
服务项目
服务内容
1
现场交机服务
供方承诺:
在设备到项目现场后,供方将派遣 1名技术人员赴现场提供安装调试、交机验收、操作及维护培训等服务,并承担以上人员的往返差旅费以及在此期间的人员工资、津贴、各类保险;技术人员在项目部发生以外的,将由供方承担用工风险,负责将设备搬运到指定地点并调试正常。
2
其它售后服务
供方承诺:
1.质保期内质保履约由我公司完成,设备故障进行无偿服务,非人为损坏部件免费供应(易损件、消耗品除外)。
2.我公司承诺提供技术服务为:产品全生命周期的技术指导服务。
3.所投产品在质量保证期内承诺设备故障免费提供零部件(易损件除外)和服务,并应及时有效解决故障,接到用户要求服务的信息后,原则上即刻处理,特殊情况下响应时间不超过在用户故障反馈后的2个小时,提供全天候服务24×7×365。
4.对现有同类设备提供升级改造方案建议及优惠承诺;对本次询比后拟采购设备后期的升级改造提供免费改造方案和技术支持;
5.质保期外服务措施:保期外,提供质保期内同样服务质量,提供全寿命周期的维修保障服务。
6.配件供应:建立完备配件供应渠道,根据现场设备情况,储备足量配件,条件允许情况下建立配件库。
3
质保期及范围
供方承诺:
所供设备的质保期为自设备运抵项目部起12月;
4
配件响应速度
供方承诺:
24小时内组织发货。
设备关键部件配置
及说明
主要部件配置及技术性能
GJ3A-A2
拱架安装台车主要配置清单
序号
主要部件名称
物料编码
数量
厂家
产地
1
柴油机
1
大柴
中国
2
变速箱
1
山推
中国
3
前驱动桥
1
分宜
中国
4
转向桥
1
分宜
中国
5
臂架系统
1
中铁装备
中国
6
电缆卷筒
1
多稳
中国
7
电机
1
金港/大中
中国
8
柱塞泵
1
恒立
中国
9
高压过滤器
1
胜达
中国
10
负载敏感多路阀
1
科迈/盛维华
中国
1
11
双联齿轮泵
皖液/
长源
中国
12
转向器
镇江大力
中国
13
辅助阀组
1
强田
中国
1
14
控制器
1
EPEC
芬兰
15
主控器
1
EPEC
芬兰
16
车载显示屏
1
嘉诚
中国
17
主电缆
80米
名耐
中国
18
遥控器
3
卡巴尔
中国
GJ3A-A2
多榀拱架安装台车具备了隧道钢架安装、辅助锚杆锚网安装、辅助拱架间拉筋焊接、辅助装药和其它高空作业的多功能、多用途的新型隧道施工机械。采用三臂架三机械手的结构形式,每个机械手都能独立的进行拱架抓取和微调。为提高作业效率,该设备可满足多榀拱架拼装定位、单榀拱架拼装定位及预制折叠多榀拱架的拼装定位。在全断面及台阶法施工中均可实现减少作业人员和提高作业效率的功能。
拱架台车性能描述:
立拱方式:多榀立架方式,洞外进行拱顶单元拼装焊接,洞内直接托举多榀拱架
立拱效率:2榀拱架立架时间2h以内,3榀拱架2.5h以内
安全性能:
1、把洞内危险作业面的施工强度转移到洞外安全区域,减少危险作业面的作业时间。
2、在已经支护好的作业面下连接拱架或在已经有钢筋网片等作业面下施工,保证施工人员的安全。
3、减少作业人员数量,由原本的12~15人降低为4~6人,拱架安装3名,小工1名。降低人员劳动强度,避免重大事故发生;
4、液压控制系统采用负载敏感系统,能耗少,工作效率高,故障率低,易损件少,维护使用成本低,系统可靠性高
功能特点:
臂架全部面向掌子面设计,无须回转,操作简便,全断面、台阶法等多种施工方式均可使用;举升能力强,主臂最大举升2.5t,可满足单榀及多榀拱架定位拼装;采用专用工程底盘,整机结构紧凑,运输方便,转场快捷;
拱架安装机械手可适应不同类型拱架,可进行多榀拱架拼装或预制折叠多榀拱架定位抓取,臂架作业范围广,不挪机即可完成单洞双线隧道一次开挖拱架安装;
整机采用无线遥控操作+本地操作,安全性好,易于精确控制机械臂的动作,具有快速、高效、节能、安全等特点;采用工程底盘,整机行驶性能好,适应各种复杂的隧道路面工况;
高效的动力系统:采用电、柴双动力系统,隧道适应能力强,既能保证隧道内环保要求,又能满足设备灵活移动、转场和应急需要,使得任何场合都能可靠、高效地完成工作
预留信息化接口,可实现集群化管理、定位功能、预/报警功能、数据管理功能、施工报表管理、隧道轮廓扫描、远程控制等功能。
拱架台车施工作业方案:
设备总体施工要求
设备适用全断面及台阶施工,二台阶法需满足上台阶不低于5m,微台阶法需满足上台阶深度小于4m;
隧道需保证设备整机通过性,台架通过断面要求不小于3.5m×4m;
人员需求:总人数7~8人,包括操作手2人(其中一人主责主臂及一辅助臂,另一人主责辅助臂),焊工3人(一个篮内一人,地面焊接一人),辅助工2人;
施工配套设备:运输拱架设备1台(如装载机),焊机3台, 拱架焊接工装(根据隧道施工实际情况进行特制)。
设备台阶法立架施工工序
洞外预制钢拱架,焊接连接拉筋和网片
根据洞内施工需求,采用2榀或3榀作业,在洞外车间(加工棚)内将拱架各单元拼装、焊接完成(含连接拉筋及网片)。。若是斜井作业,洞外制作可采用特制工装,根据坡度差进行多榀连接筋焊接。(需作业人员3人,2榀预计用时20min,3榀预计用时30min);
拱架运输
使用装载机将洞外预制拱架及相邻两循环需要使用的网片、拉筋等运输到洞内,摆放到掌子面合适位置。;(运输人员1人,通行时间与隧道开挖进尺相关);
洞内的测量打点及排险作业
拱架台车进洞,测量人员使用吊篮进行打点测量,并进行排线、欠挖处理;(排险人员1人,打点人员1人,预计用时0.5h);
拱顶A单元举升
拱架台车到达施工位置位后立车完毕,主臂托举多榀拱架A单元(拱顶单元)至设计位置。;(操作人员1人,预计用时5min);
拱腰及拱脚段拼装
使用拱架台车辅助臂进行拱腰及拱脚段安装,采用辅助臂抓取已组装拱腰及拱脚段拱架,举升就位后上连接螺栓并支垫拱脚完成拱架组立,开挖超深时,加设钢板或混凝土垫块。焊接剩余拉筋及网片;(操作人员2人,辅助工2人,共4人,预计2榀用时20min,3榀用时30min);
上台阶拱架拉筋网片焊接
利用拱架台车工作吊篮作为作业平台,进行上下循环连接部位的拉筋、网片焊接,使拱架、锚杆、钢筋网连接为整体。(操作人员共4人,两个焊工配两个辅助工,2榀预计耗时1h,3榀预计用时1.2h);
下台阶拱架拼装
进行下台阶拱架安装,人工辅助定位,进行螺栓连接及网片拉筋焊接。(测量打点时同步进行,操作人员共4人,左右各两人);
施工完成车辆退场
上述拱架立拱完成后进行锁脚锚杆施工,锚杆数量及位置严格按设计要求进行。上述工作完成后清理现场,设备退场完成整个立拱环节作业。
整体施工作业人员7-8人(其中包括操作手2人,焊工三人,辅助工两人),2榀拱架立架耗时可在135min以内,3榀拱架立架耗时可在150min以内。
设备全断面法立架施工工序
整体工序如微台阶法施工,拱腰及拱脚部分可在地面连接为一体,辅助臂举升拼接工
序如2.5。
投标方对设备配置清单进行性能描述
GJ3A-A2
多榀拱架安装台车是具备隧道拱架安装、辅助锚杆锚网安装、辅助拱架间拉筋焊接、辅助装药和其它高空作业的多功能、多用途的新型隧道施工机械。
采用三臂三机械手两吊篮的结构形式,为提高作业效率,每个机械手都能独立的进行拱架抓取和微调。
该设备可满足多榀拱架拼装定位、单榀拱架拼装定位及预制折叠多榀拱架的拼装定位。
在全断面及台阶法施工中均可实现减少作业人员和提高作业效率的功能,适用于隧道、矿山、水利工程的全断面与台阶法等多种施工方式。
设备最大作业范围为13.2×16.8m(高×宽),最小作业范围5m×5m(高×宽)。
图1 整机外观
1——主臂系统 2——左辅助臂系统 3——右辅助臂系统 4——驾驶室
5——电缆卷筒 6——车架及箱体 7——液压系统 8——电气系统
本钢拱架安装台车功能及特点:
臂架全部面向掌子面,无须回转,操作简便,全断面、台阶法等多种施工方式均可使用;举升能力强,主臂最大举升能力为3t,可满足单榀及多榀拱架定位拼装;采用专用工程底盘,整机结构紧凑,运输方便,转场快捷。
拱架安装机械手可适应不同类型拱架,可进行多榀拱架的拼装或多榀预制折叠拱架的定位抓取,臂架作业范围广,不挪机便可完成单洞双线隧道一次开挖的拱架安装。
整机采用“无线遥控操作+本地操作”,安全性好,易于精确控制臂架与机械手的动作,具有快速、高效、节能、安全等特点;采用工程底盘,整机行驶性能好,适应各种复杂的隧道路面工况。
采用电、柴双动力系统,隧道适应能力强,既能保证隧道内的环保要求,又能满足设备灵活移动、转场和应急需要,使得任何场合都能可靠、高效地完成工作。
主臂系统
主臂系统通过固定座与底盘连接,由臂架和机械手组成。
臂架的结构由高强度结构钢焊接而成,采用六边形截面,设置有伸缩(两级)...
三臂拱架安装台车邀请采购投标方案.docx


