


移动式C型臂X射线机采购项目
第一章 实施方案
5
第一节 项目实施计划
5
一、 项目实施阶段划分
5
二、 详细时间进度表
19
三、 各阶段负责人分工
31
四、 实施计划表与控制措施
42
第二节 突发事件预案
61
一、 设备运输突发应对
61
二、 安装调试技术问题
71
三、 现场异常情况处理
85
四、 人员安全应急预案
98
五、 与采购人沟通机制
108
第三节 安装人员配备
120
一、 安装人员数量背景
120
二、 岗位职责分工流程
132
三、 人员培训情况说明
142
四、 人员调度计划安排
161
五、 现场安全防护规范
179
第四节 设备运输方案
196
一、 运输方式路线规划
196
二、 设备保护措施制定
211
三、 运输温湿度控制
221
四、 设备状态监测方式
231
五、 运输时间对接协调
242
第五节 现场防护措施
255
一、 放射防护措施规划
255
二、 作业区域隔离方案
271
三、 个人防护装备配置
281
四、 电磁干扰防护措施
297
五、 现场清理恢复方案
309
第二章 质量保障方案
318
第一节 质量保障体系
318
一、 设备选型质量控制
318
二、 生产过程质量把控
329
三、 检测环节质量监督
348
四、 运输安装质量保障
362
五、 调试阶段质量优化
373
第二节 质量管理制度
388
一、 原材料采购检验制度
388
二、 生产过程质量控制制度
401
三、 成品出厂检验制度
412
四、 安装过程质量监督制度
424
第三节 备品备件措施
435
一、 核心部件备件库存
435
二、 备件分级管理策略
445
第四节 供货时间保障措施
459
一、 生产计划制定安排
459
二、 物流运输方案设计
473
三、 验收环节时间把控
489
第五节 项目管理制度
504
一、 项目岗位责任分工
504
二、 项目进度计划制定
515
三、 项目质量检查机制
527
四、 项目安全管理制度
545
第三章 售后方案
557
第一节 试运行方案
557
一、 设备安装调试计划
557
二、 试运行操作流程
572
三、 试运行周期及验收
589
第二节 售后培训
602
一、 现场操作培训
602
二、 进阶培训课程
615
三、 培训资料提供
632
四、 培训操作考核
646
第三节 本地化服务
660
一、 本地服务点设立
660
二、 服务人员信息
674
三、 定期巡检服务
682
四、 服务人员资质
689
第四节 售后响应时间
698
一、 售后响应机制
698
二、 故障响应时间
708
三、 备用设备方案
715
四、 服务记录报告
731
第五节 质保期内外维护
741
一、 原厂质保内容
741
二、 质保期内服务
749
三、 质保期外服务
762
四、 设备维护档案
771
实施方案
项目实施计划
项目实施阶段划分
设备生产阶段规划
生产流程制定
C型臂架构生产
按照技术要求,对C型臂架构进行生产,确保垂直升降≥450mm,水平移动≥200mm等各项参数均达标。采用先进的生产工艺,保证C型臂的精度和稳定性。在生产过程中,对每个环节进行严格监控,实时检测各项参数,若发现偏差及时调整生产工艺,以确保产品质量。同时,注重生产过程中的细节把控,对每一个零部件都进行精细加工,从而保证C型臂架构整体的性能符合本项目的高标准要求。
C型臂架构生产
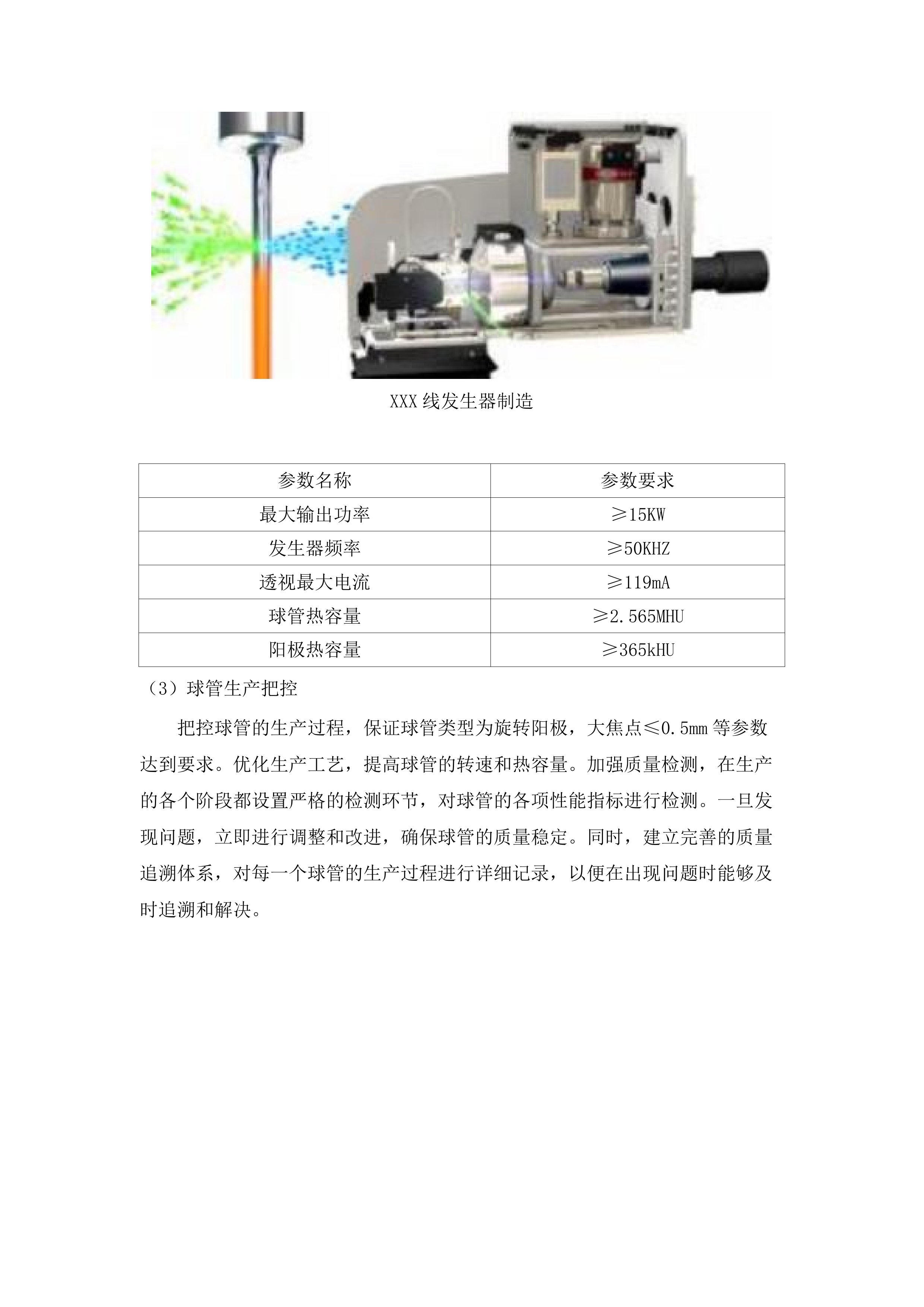
XXX线发生器制造
制造XXX线发生器,使其最大输出功率≥15KW,发生器频率≥50KHZ等参数符合标准。选用优质的材料,提高XXX线发生器的性能和可靠性。在制造过程中,严格按照相关标准和规范进行操作,对每一个生产步骤都进行质量把控。以下是XXX线发生器的主要参数要求:
XXX线发生器制造
参数名称
参数要求
最大输出功率
≥15KW
发生器频率
≥50KHZ
透视最大电流
≥119mA
球管热容量
≥2.565MHU
阳极热容量
≥365kHU
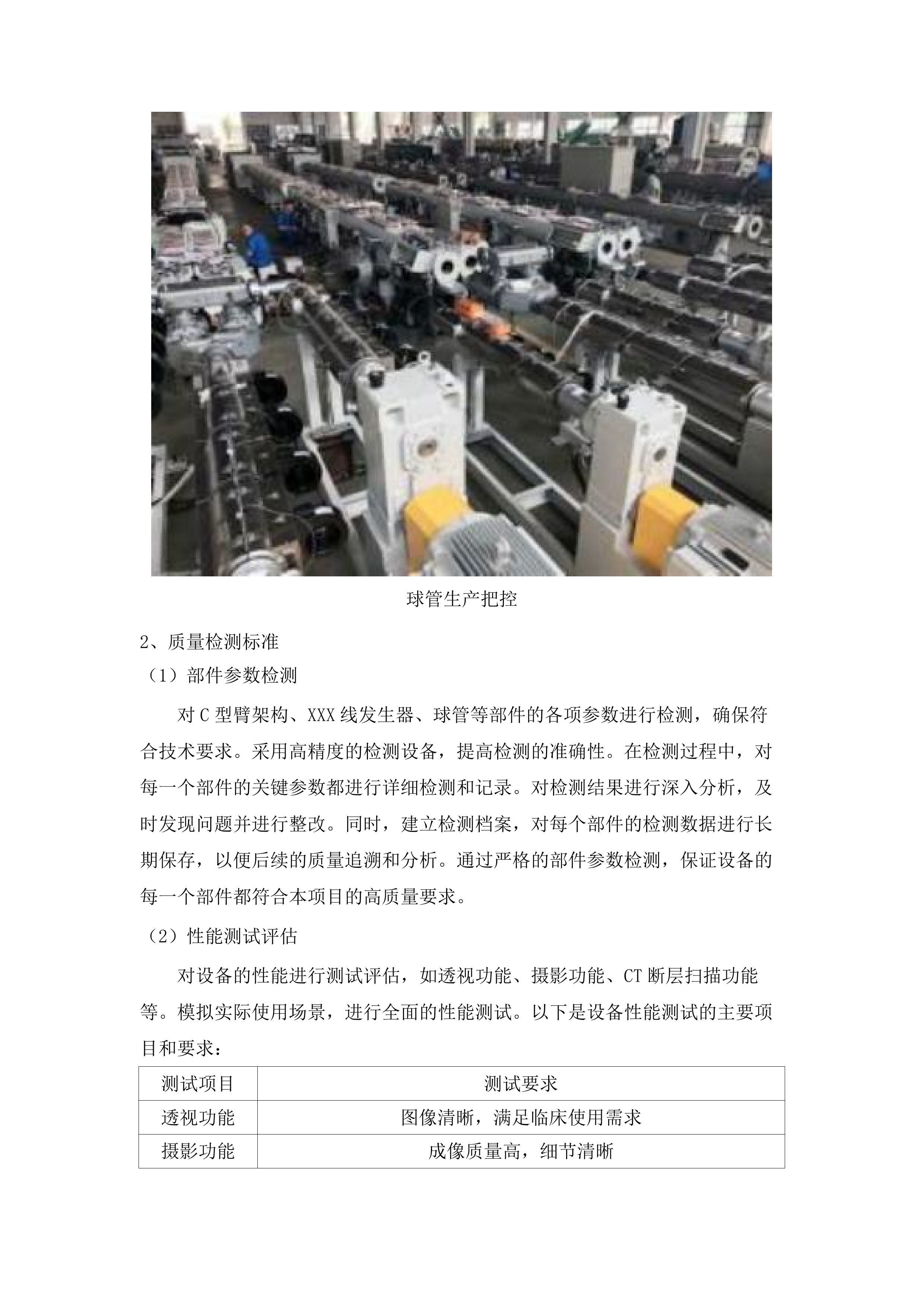
球管生产把控
把控球管的生产过程,保证球管类型为旋转阳极,大焦点≤0.5mm等参数达到要求。优化生产工艺,提高球管的转速和热容量。加强质量检测,在生产的各个阶段都设置严格的检测环节,对球管的各项性能指标进行检测。一旦发现问题,立即进行调整和改进,确保球管的质量稳定。同时,建立完善的质量追溯体系,对每一个球管的生产过程进行详细记录,以便在出现问题时能够及时追溯和解决。
球管生产把控
质量检测标准
部件参数检测
对C型臂架构、XXX线发生器、球管等部件的各项参数进行检测,确保符合技术要求。采用高精度的检测设备,提高检测的准确性。在检测过程中,对每一个部件的关键参数都进行详细检测和记录。对检测结果进行深入分析,及时发现问题并进行整改。同时,建立检测档案,对每个部件的检测数据进行长期保存,以便后续的质量追溯和分析。通过严格的部件参数检测,保证设备的每一个部件都符合本项目的高质量要求。
性能测试评估
对设备的性能进行测试评估,如透视功能、摄影功能、CT断层扫描功能等。模拟实际使用场景,进行全面的性能测试。以下是设备性能测试的主要项目和要求:
测试项目
测试要求
透视功能
图像清晰,满足临床使用需求
摄影功能
成像质量高,细节清晰
CT断层扫描功能
三维采集为CT等中心采集,等中心旋转角度≥196°,CT扫描时间≤30秒
根据测试结果,对设备进行优化和调整,确保设备的性能达到最佳状态。
安全指标审查
审查设备的安全指标,如辐射剂量、电气安全等,确保符合国家相关标准。进行严格的安全检测,使用专业的检测设备对设备的各项安全指标进行检测。对安全检测结果进行认真审核和确认,只有当所有安全指标都符合要求时,才允许设备投入使用。在检测过程中,严格按照相关标准和规范进行操作,确保检测结果的准确性和可靠性。同时,建立安全检测报告制度,对每次检测的结果进行详细记录和报告。
生产进度管理
制定进度计划
制定详细的生产进度计划,明确各个生产环节的时间节点。根据本项目的合同履行期限,合理安排生产资源,确保生产进度的顺利进行。在制定计划时,充分考虑各种可能影响生产进度的因素,如原材料供应、设备故障等,并制定相应的应对措施。对进度计划进行动态调整,根据实际生产情况及时优化计划。同时,建立进度监控机制,定期对生产进度进行检查和评估,确保按时完成生产任务。
监控生产进度
实时监控生产进度,及时发现生产过程中的问题。建立有效的沟通机制,加强各生产环节之间的信息交流和协作。当发现问题时,及时组织相关人员进行分析和解决,确保生产的连续性。对生产进度进行定期评估和分析,根据评估结果调整生产计划和资源分配。同时,建立生产进度报告制度,定期向相关部门和人员汇报生产进度情况。
协调资源调配
协调生产过程中的资源调配,确保原材料、设备等及时供应。优化资源配置,提高生产效率。以下是资源调配的主要方面和要求:
资源类型
调配要求
原材料
保证充足供应,质量符合要求
设备
定期维护保养,确保正常运行
人员
合理安排岗位,提高工作效率
处理资源短缺等问题,通过与供应商协商、调整生产计划等方式,保障生产的连续性。
设备运输时间安排
运输前准备时间
包装材料准备
准备合适的包装材料,确保设备在运输过程中的安全。对包装材料进行严格的质量检测,保证其符合要求。根据设备的特点和运输要求,选择合适的包装方式,如采用防震、防潮、防腐蚀的包装材料,对设备进行全方位的保护。在包装过程中,注意对设备的关键部位进行重点防护,避免在运输过程中受到损坏。同时,对包装好的设备进行标记和编号,便于运输和管理。
包装材料准备
运输工具安排
安排专用的运输车辆,确保设备的运输安全。对运输车辆进行全面的检查和维护,保证其性能良好。根据运输距离和时间,合理安排运输路线,选择路况良好、交通流量较小的路线,以缩短运输时间。同时,对运输车辆进行实时监控,及时掌握车辆的行驶状态和位置。在运输过程中,配备专业的司机和押运人员,确保设备的安全运输。
运输工具安排
人员调度安排
调度专业的运输人员,确保设备的安全运输。对运输人员进行专业培训,提高其安全意识和操作技能。安排专人负责运输过程中的沟通和协调工作,及时与采购人、供应商等相关方进行联系,通报运输情况。在运输过程中,要求运输人员严格遵守交通规则和操作规程,确保设备和人员的安全。同时,建立运输人员的考核机制,对表现优秀的人员进行奖励,对违规操作的人员进行处罚。
运输途中时间规划
预计行驶时间
根据运输路线和交通状况,预计行驶时间。考虑到可能出现的交通拥堵等情况,预留一定的时间缓冲。实时关注交通信息,通过交通广播、导航软件等渠道,及时了解路况变化,若遇到交通拥堵等情况及时调整行驶路线。同时,制定应急预案,当遇到突发情况时能够迅速采取措施,确保设备按时到达目的地。在运输过程中,对行驶时间进行实时监控,及时调整运输计划。
中途休息安排
合理安排中途休息时间,确保运输人员的安全和健康。在休息期间,对运输车辆和设备进行检查,查看车辆的轮胎、刹车等关键部位是否正常,设备的包装是否完好。根据行驶时间和距离,确定休息的次数和时长,一般每行驶一定时间就安排一次休息。同时,为运输人员提供良好的休息环境,保证其能够得到充分的休息。在休息过程中,要求运输人员不得离开车辆和设备,确保设备的安全。
应对突发时间
制定应对突发事件的预案,如交通事故、天气变化等。配备必要的应急设备和物资,如灭火器、急救包等,提高应对突发事件的能力。在运输前,对运输人员进行应急培训,使其熟悉应急预案和操作流程。当遇到突发事件时,及时与采购人沟通,通报突发事件的情况,并按照应急预案进行处理。同时,保护好现场,等待相关部门的处理。
到达目的地时间
提前通知采购人
在设备到达目的地前,提前通知采购人。告知采购人设备的预计到达时间和相关注意事项,如设备的装卸要求、存放条件等。与采购人协调设备卸载和存放的场地,确保场地符合设备的存放要求。在通知采购人时,提供详细的设备信息和运输情况,以便采购人做好接收准备。同时,保持与采购人的沟通畅通,及时解答采购人的疑问。
准时到达保障
采取有效措施,确保设备准时到达目的地。加强对运输过程的监控,实时掌握车辆的行驶状态和位置,若发现有延误的情况及时采取措施进行调整。与运输人员保持密切沟通,要求其严格按照运输计划行驶,不得擅自更改路线或停留。同时,协调各方资源,如与交警部门沟通,争取在遇到交通管制等情况时能够得到支持和协助,确保设备按时到达。
到达后交接工作
设备到达目的地后,及时进行交接工作。与采购人共同检查设备的外观和数量,确保设备完好无损。对设备的外观进行仔细检查,查看是否有划痕、变形等情况;对设备的数量进行逐一清点,确保与合同一致。办理相关的交接手续,如签署交接清单、交付设备资料等,完成设备的交付。在交接过程中,双方要认真核对各项信息,确保交接工作的顺利进行。
设备进场流程把控
进场前准备工作
场地清理检查
对设备安装场地进行清理和检查,确保场地符合要求。清除场地内的杂物和障碍物,保证场地整洁。检查场地的平整度和承载能力,通过专业的测量工具对场地的各项指标进行检测,确保设备能够安全安装。若发现场地存在问题,及时进行整改,如对不平整的地面进行找平处理,对承载能力不足的场地进行加固。同时,做好场地的防护措施,避免在设备进场过程中对场地造成损坏。
场地清理检查
工具材料准备
准备好安装设备所需的工具和材料。对工具和材料进行检查和调试,确保其性能良好。根据安装方案,合理安排工具和材料的存放位置,便于在安装过程中取用。在准备工具和材料时,严格按照设备的安装要求进行选择,确保其质量和规格符合标准。同时,对工具和材料进行分类管理,建立详细的清单,便于统计和核对。
人员集合待命
集合专业的安装人员,确保设备的顺利安装。对安装人员进行技术交底,明确安装任务和要求。安排专人负责安装过程中的安全管理工作,制定安全管理制度和操作规程,确保安装人员在工作过程中的安全。在人员集合后,对安装人员的资质和技能进行审核,确保其具备相应的能力。同时,组织安装人员进行培训,熟悉设备的安装流程和注意事项。
设备进场检查环节
外观检查核对
对设备的外观进行检查和核对,确保设备无损坏。检查设备的包装是否完好,有无破损和变形;查看设备的表面是否有划痕、凹陷等情况。核对设备的型号、规格和数量,确保与合同一致。在检查过程中,使用专业的检测工具和方法,对设备的外观进行全面检查。若发现设备存在外观问题,及时与供应商沟通,协商解决方案。同时,做好检查记录,以备后续查询。
资料文件审查
审查设备的资料文件,确保其齐全和准确。检查设备的说明书、合格证、检验报告等文件是否完整。核对资料文件中的技术参数和性能指标,确保与设备一致。以下是资料文件审查的主要内容:
文件名称
审查要求
说明书
内容完整,涵盖设备的操作、维护等方面
合格证
真实有效,与设备型号相符
检验报告
检测项目齐全,结果符合标准
若发现资料文件存在问题,及时要求供应商补充或更正。
数量清点确认
清点设备的数量,确保与合同一致。对设备的各个部件进行逐一清点,防止遗漏。记录设备的数量和状态,作为进场的依据。以下是数量清点的主要步骤和要求:
步骤
要求
制定清点计划
明确清点人员和时间
逐一清点部件
认真核对每个部件的数量
记录清点结果
详细记录数量和状态
在清点过程中,若发现数量不符的情况,及时与供应商和采购人沟通,查明原因并解决。
进场后存放安排
合理存放位置
选择合理的存放位置,确保设备的安全和便于安装。根据设备的特点和安装要求,确定存放的区域和方式。对存放位置进行标记和规划,便于管理和查找。在选择存放位置时,要考虑到设备的重量、体积、稳定性等因素,避免设备受到碰撞和损坏。同时,要保证存放位置通风良好、干燥清洁,防止设备受潮生锈。
临时固定措施
对设备进行临时固定,防止其在存放过程中发生移动和损坏。使用合适的固定工具和材料,如绳索、支架等,确保设备的稳定性。定期检查设备的固定情况,若发现固定松动及时进行调整和加固。在固定过程中,要注意对设备的保护,避免对设备表面造成损伤。同时,做好固定记录,记录固定的时间、方式和工具等信息。
防护措施实施
实施防护措施,保护设备免受损坏和污染。对设备进行遮盖和防护,使用防尘罩、防雨布等材料,防止灰尘、雨水等侵入。设置警示标识,提醒人员注意设备的安全。在防护过程中,要定期检查防护措施的有效性,若发现防护材料损坏及时更换。同时,加强对存放区域的管理,禁止无关人员进入,确保设备的安全。
安装调试工作要点
安装前规划布局
安装方案制定
制定详细的安装方案,明确安装步骤和要求。根据设备的特点和场地条件,确定安装的顺序和方法。对安装方案进行审核和评估,确保其可行性和安全性。在制定安装方案时,充分考虑各种因素,如设备的结构、重量、安装空间等,制定出科学合理的安装流程。同时,对安装过程中可能出现的问题进行预测,并制定相应的应对措施。
人员分工安排
对安装人员进行分工,明确各自的职责和任务。根据安装人员的专业技能和经验,合理安排工作岗位。建立有效的沟通机制,确保安装人员之间的协作顺畅。在人员分工时,要充分发挥每个安装人员的优势,提高工作效率。同时,对安装人员进行培训,使其熟悉安装方案和操作规程。
安全措施规划
规划安全措施,确保安装过程中的人员和设备安全。设置安全警示标识,提醒人员注意安全。配备必要的安全防护设备,如安全帽、安全带等。以下是安全措施规划的主要内容:
安全措施
具体要求
安全警示标识
设置在明显位置,内容清晰
安全防护设备
配备齐全,质量合格
安全培训
对安装人员进行定期培训
制定安全应急预案,当发生安全事故时能够及时进行处理。
安装过程质量控制
部件安装精度
控制部件的安装精度,确保设备的性能和稳定性。使用高精度的测量工具,对部件的安装位置和角度进行测量和调整。按照安装方案的要求,严格控制安装误差。在安装过程中,对每一个部件的安装都进行精细调整,确保其位置和角度符合设计要求。同时,对安装精度进行实时检测,若发现误差超出允许范围及时进行纠正。
连接部位检查
检查设备的连接部位,确保其牢固和可靠。对连接螺栓、螺母等进行紧固,防止松动。检查连接部位的密封性能,防止泄漏。以下是连接部位检查的主要内容和方法:
检查部位
检查方法
连接螺栓
使用扭矩扳手检查紧固程度
螺母
检查是否松动
密封部位
使用气密检测仪检测密封性能
若发现连接部位存在问题,及时进行处理,确保设备的正常运行。
安装质量验收
对安装质量进行验收,确保符合要求。按照安装标准和规范,对设备的安装质量进行检查和评估。以下是安装质量验收的主要项目和标准:
验收项目
验收标准
部件安装精度
符合设计要求
连接部位牢固性
无松动、无泄漏
设备整体稳定性
运行平稳,无异常振动
对验收中发现的问题,及时进行整改和处理,直至安装质量符合要求。
调试阶段注意事项
调试方案制定
制定详细的调试方案,明确调试步骤和要求。根据设备的特点和性能,确定调试的项目和参数。对调试方案进行审核和评估,确保其可行性和安全性。在制定调试方案时,充分考虑设备的各项功能和性能指标,制定出全面、科学的调试流程。同时,对调试过程中可能出现的问题进行预测,并制定相应的应对措施。
参数设置调整
对设备的参数进行设置和调整,确保其性能达到最佳状态。根据设备的使用说明书和实际需求,合理设置参数。以下是设备主要参数的设置要求:
参数名称
设置要求
透视电流
根据实际使用情况进行调整
摄影参数
保证成像质量清晰
CT扫描参数
符合临床诊断需求
对参数设置进行记录和备份,便于后续的维护和管理。
功能测试验证
对设备的功能进行测试和验证,确保其正常运行。按照调试方案的要求,对设备的各项功能进行逐一测试。在测试过程中,模拟实际使用场景,对设备的性能进行全面检测。若发现功能异常及时进行排查和解决。同时,做好测试记录,记录测试的时间、项目、结果等信息,为设备的验收和使用提供依据。
项目验收标准制定
验收指标确定
技术参数达标
确定设备的技术参数是否达标,如C型臂架构、XXX线发生器、球管等部件的参数。按照技术要求的标准,对设备的各项技术参数进行检测和评估。对未达标的参数,要求进行整改和调整。在检测过程中,使用专业的检测设备和方法,确保检测结果的准确性。若发现技术参数存在问题,及时与供应商沟通,要求其采取措施进行改进。同时,做好检测记录,记录检测的时间、项目、结果等信息。
功能性能验证
验证设备的功能性能是否正常,如透视功能、摄影功能、CT断层扫描功能等。按照使用说明书的要求,对设备的各项功能进行测试和验证。以下是设备功能性能验证的主要项目和要求:
功能项目
验证要求
透视功能
图像清晰,满足临床使用需求
摄影功能
成像质量高,细节清晰
CT断层扫描功能
三维采集为CT等中心采集,等中心旋转角度≥196°,CT扫描时间≤30秒
对功能性能不符合要求的情况,进行分析和处理,直至设备功能性能符合标准。
安全指标审查
审查设备的安全指标是否符合国家相关标准,如辐射剂量、电气安全等。使用专业的检测设备,对设备的安全指标进行检测和评估。对安全指标不达标的情况,采取相应的措施进行整改。在审查过程中,严格按照相关标准和规范进行操作,确保审查结果的可靠性。若发现安全指标存在问题,及时要求供应商进行整改,直至设备安全指标符合要求。同时,做好审查记录,记录审查的时间、项目、结果等信息。
验收流程安排
验收准备工作
做好验收前的准备工作,如整理设备的资料文件、准备验收工具等。对设备进行清洁和保养,确保其外观整洁。组织验收人员进行培训,熟悉验收标准和流程。在准备过程中,对设备的资料文件进行仔细核对,确保文件齐全、准确。对验收工具进行检查和调试,确保其性能良好。同时,制定验收计划,明确验收的时间、地点、人员等信息。
现场验收实施
实施现场验收工作,按照验收标准和流程对设备进行检查和评估。对设备的外观、技术参数、功能性能等进行全面检查。记录验收过程中的问题和情况,及时进行沟通和处理。在验收过程中,验收人员要严格按照验收标准进行操作,确保验收结果的公正、客观。若发现问题及时与供应商沟通,要求其进行整改。同时,做好验收记录,记录验收的时间、项目、结果等信息。
验收报告出具
出具验收报告,对验收结果进行总结和评价。在验收报告中,详细记录设备的验收情况和存在的问题。对验收合格的设备,签署验收合格证书;对验收不合格的设备,提出整改意见和要求。在出具验收报告时,要客观、公正地反映设备的实际情况,确保报告的真实性和可靠性。同时,将验收报告及时送达相关部门和人员。
验收后处理措施
问题整改跟进
跟进验收中发现的问题的整改情况,确保问题得到及时解决。要求供应商制定整改方案,并按照方案进行整改。对整改情况进行检查和评估,直至问题解决。在跟进过程中,定期与供应商沟通,了解整改进度。若发现整改不及时或不符合要求,及时采取措施督促供应商加快整改。同时,做好跟进记录,记录整改的时间、措施、结果等信息。
资料归档保存
将验收过程中的资料进行归档保存,便于后续的查询和管理。包括设备的资料文件、验收报告、整改记录等。建立完善的档案管理制度,确保资料的安全和完整。以下是资料归档保存的主要内容和要求:
资料名称
保存要求
设备资料文件
分类整理,妥善保管
验收报告
长期保存,便于查询
整改记录
详细记录,以备追溯
定期对档案进行检查和维护,确保档案的质量。
交付使用手续
办理设备的交付使用手续,正式将设备交付给采购人。签署交付使用确认书,明确双方的权利和义务。提供设备的使用培训和技术支持,确保采购人能够正常使用设备。在办理交付使用手续时,要对设备的资料文件进行交接,确保文件齐全、准确。对采购人进行使用培训,使其熟悉设备的操作方法和注意事项。同时,建立售后服务体系,为采购人提供长期的技术支持。
详细时间进度表
各阶段时间节点
设备生产时间
生产启动时间
在合同签订后的合理时间内启动设备生产,组织专业生产团队对移动式C型臂XXX射线机的各部件生产进行统筹规划。针对C型臂架构、XXX线发生器、平板探测器等关键部件,安排专业技术人员制定详细的生产计划,确保各部件的生产同步进行。同时,协调原材料供应商及时供应生产所需的各类材料,为设备生产做好充分准备。通过高效的组织和协调,确保设备生产能够顺利启动,为按时完成供货任务奠定基础。
C型臂架构
XXX线发生器
平板探测器
部件生产周期
按照C型臂架构、XXX线发生器、球管、平板探测器等不同部件的生产难度和工艺要求,合理安排生产周期。对于C型臂架构,因其涉及到复杂的机械结构和精确的运动控制,安排专业的机械加工团队进行生产,确保垂直升降、水平移动、旋转等各项参数达到技术要求。XXX线发生器的生产需要严格控制电路设计和高压输出稳定性,由专业的电子工程师进行全程监控。平板探测器的生产对成像质量要求极高,采用先进的生产工艺和检测设备,保证成像大小、图像采集矩阵和DQE等参数符合标准。通过合理安排各部件的生产周期,确保在规定时间内完成生产。
设备运输
整机组装时间
在各部件生产完成后,立即进行整机组装。组建专业的组装团队,按照严格的组装工艺和流程进行操作。首先对各部件进行清洁和检查,确保无损坏和质量问题。然后按照设计要求进行精准安装,对C型臂的连接部位进行加固,对XXX线发生器和球管的电气连接进行调试,对平板探测器的安装位置进行校准。在组装过程中,每完成一个环节都进行严格的质量检测,确保组装过程的高效和质量。通过精心的组装,使设备达到最佳的运行状态。
生产完成时间
在国家规定的时间范围内完成设备的生产,并进行全面的质量检测。制定详细的质量检测方案,涵盖C型臂架构的机械性能、XXX线发生器的电气性能、平板探测器的成像质量、CT断层扫描功能、图像资料存储系统和操控部件等各个方面。采用先进的检测设备和方法,对设备的各项参数进行严格检测,确保符合采购需求及技术要求。对于检测中发现的问题,及时进行整改和修复,直至设备完全合格。完成质量检测后,对设备进行包装和防护,为运输做好准备。
设备运输时间
运输准备时间
在设备生产完成后,立即进行运输准备工作。制定详细的运输准备计划,包括包装、固定、防震、防潮等措施。选用高强度的包装材料对设备进行全方位包装,特别是对C型臂架构、平板探测器等易损部件进行重点防护。使用专业的固定装置将设备固定在运输工具上,防止在运输过程中发生晃动和碰撞。在包装内放置防潮剂和防震材料,确保设备在运输过程中不受潮湿和震动的影响。同时,办理好相关的运输手续和保险,为设备的安全运输提供保障。
准备工作
具体措施
包装
选用高强度包装材料,对易损部件重点防护
固定
使用专业固定装置,防止晃动和碰撞
防震
放置防震材料,减少震动影响
防潮
放置防潮剂,避免潮湿损坏
手续办理
办理运输手续和保险
运输出发时间
在运输准备工作完成后,按照预定的运输计划出发。选择经验丰富的运输团队和性能良好的运输车辆,确保设备按时到达目的地。在出发前,再次检查设备的包装和固定情况,确保万无一失。同时,与运输团队保持密切沟通,实时了解运输进度。根据运输路线和交通状况,合理安排出发时间,避开交通高峰期,提高运输效
移动式C型臂X射线机采购项目.docx


